Applications / mesure d'epaisseur sans contact de profondeurs de traitements thermiques
01 — Introduction
Traitement thermique de surface : une étape clé pour des pièces métalliques à hautes performances
Le traitement thermique de surface est l'une des techniques les plus largement utilisées dans l'industrie moderne pour modifier la couche de contact d'une pièce métallique — augmentant drastiquement sa dureté de surface, sa résistance à l'usure et sa tenue à la fatigue, tout en préservant la ténacité du matériau de base sous-jacent. Pour des applications exigeantes dans les équipements agroalimentaires, les dispositifs médicaux, les vannes pétrole & gaz, les composants automobiles et les pièces aéronautiques, le traitement de surface est le seul moyen de fournir une peau dure et résistante à l'usure sur des pièces qui doivent simultanément résister à la corrosion, conserver leur stabilité dimensionnelle et préserver leur esthétique de surface.
Plusieurs familles de traitement thermique sont utilisées industriellement, chacune générant sa propre signature de zone de diffusion et chacune nécessitant un contrôle précis de la profondeur :
Durcissement superficiel basse température (type S³P / Kolsterising) Cémentation Nitruration & nitrocarburation Trempe par induction
Les procédés de durcissement superficiel basse température — connus sous des noms commerciaux tels que Kolsterising ou S³P — sont particulièrement performants sur les aciers inoxydables austénitiques : ils créent une couche sous-jacente d'austénite expansée (également appelée phase S) contenant de l'azote sursaturé sur environ le tiers supérieur de la profondeur et du carbone sursaturé sur les deux tiers inférieurs. Le résultat est une dureté de surface pouvant atteindre jusqu'à 1400 HV 0,05, sans perte mesurable de résistance à la corrosion et sans changement d'aspect visuel de la pièce. La cémentation et la nitruration sont largement utilisées sur les aciers faiblement alliés pour produire des couches durcies pouvant s'étendre sur plusieurs centaines de microns. La trempe par induction crée une couche martensitique localisée sur des zones sélectionnées des aciers au carbone et des aciers à outils.
Dans chacun de ces procédés, la profondeur de la couche traitée — profondeur de diffusion, profondeur d'austénite expansée ou profondeur de couche durcie — constitue la sortie métallurgique critique. Une couche trop fine compromet les performances en usure et en fatigue ; une couche trop profonde peut affecter les dimensions, déformer la pièce ou affaiblir le substrat. Maîtriser cette profondeur, lot après lot et pièce après pièce, est donc le défi qualité central de toute ligne de durcissement superficiel.
Figure 1 — Séquence de production en traitement thermique de surface
02 — Exigences de qualité
Pourquoi la profondeur de traitement est le paramètre qualité critique
Une fois le cycle de traitement thermique achevé, la profondeur de la couche de diffusion ou durcie devient l'indicateur qualité le plus important de toute la chaîne de fabrication. C'est le paramètre qui détermine si la pièce délivrera son comportement spécifié en usure, fatigue et corrosion en service — et plusieurs facteurs indépendants convergent pour rendre sa mesure essentielle.
Performance fonctionnelle : la profondeur définit la durée de vie de la pièce
La zone durcie ou de diffusion est ce qui supporte la charge de contact, résiste à l'abrasion et absorbe les contraintes cycliques. Une pièce sous-traitée tombe prématurément en panne en service par usure, grippage ou fissuration par fatigue. À l'inverse, une pièce sur-traitée peut subir une dérive dimensionnelle, une fragilisation ou — dans le cas des aciers inoxydables — une dégradation locale de la résistance à la corrosion si le procédé de diffusion est poussé au-delà de sa fenêtre métallurgique. La profondeur de traitement doit donc rester dans une bande étroitement définie : typiquement quelques microns de large pour les procédés basse température comme le S³P, et quelques dizaines de microns pour la cémentation et la nitruration traditionnelles.
Uniformité de lot à lot et de pièce à pièce
Le traitement thermique de surface est un procédé multi-paramètres reposant sur le four. La composition gazeuse, l'uniformité de température dans la charge, le temps de maintien, la position de chaque pièce dans le four et le profil de refroidissement influencent tous la profondeur finale. S'assurer que chaque pièce de chaque lot — et pas seulement une valeur moyenne — respecte les spécifications est ce qui sépare une ligne de production qualifiée d'une ligne qui génère retours et rappels. Les normes internationales et les systèmes qualité ISO 9001 exigent une preuve démontrable de conformité pour chaque lot.
Surveillance de la dérive procédé
Au fil du temps, plusieurs paramètres procédés peuvent dériver et affecter collectivement la profondeur de traitement : vieillissement des thermocouples, usure des régulateurs de débit gazeux, composition de l'atmosphère, contamination du four, fuites de chambre, répétabilité de chargement des outillages. Mesurer 100 % de la production — plutôt qu'un échantillon destructif par lot — est le seul moyen fiable de détecter ces dérives avant qu'elles ne génèrent de larges populations de pièces non conformes.
|
< 1 µm
Répétabilité atteinte sur les mesures de profondeur de diffusion (selon le système optique choisi et la profondeur de couche)
|
1 seconde
Temps de mesure typique par point — totalement compatible avec une exploitation en ligne
|
|
300 µm
Diamètre minimal du spot laser — résolution sub-millimétrique pour pièces petites ou géométriquement complexes
|
100 %
Couverture d'inspection — chaque lot, chaque pièce, en ligne ou en bord de ligne
|
03 — Défis de mesure
Pourquoi les méthodes conventionnelles atteignent leurs limites sur les pièces durcies en surface
La profondeur de traitement thermique a historiquement été l'un des paramètres physiques les plus difficiles à contrôler en production. La combinaison de faibles profondeurs (de quelques microns à quelques centaines), d'une exigence de précision élevée et de la grande variété de géométries de pièces sortant d'un four pousse les méthodes conventionnelles à leurs limites — et sur les aciers inoxydables austénitiques, plusieurs de ces méthodes ne fonctionnent simplement pas.
Coupe métallographique + profil de microdureté : la référence destructive
La coupe métallographique suivie d'un profil de microdureté Vickers est la méthode de référence pour la qualification de la profondeur de traitement, et la seule acceptée dans la plupart des protocoles qualité au stade de la qualification. Elle est précise et entièrement traçable, mais aussi destructive : la pièce est découpée, enrobée, polie et indentée sous microscope. La procédure complète demande typiquement plusieurs heures de travail d'opérateur en laboratoire par pièce, c'est pourquoi les usines de production doivent se limiter à un ou deux échantillons de contrôle par lot — ce qui signifie qu'une dérive du four peut passer inaperçue sur un lot entier avant d'être visible dans les données qualité.
Dureté Vickers de surface : un contrôle indirect et altérant la surface
La mesure de microdureté de surface (Vickers HV 0,05 ou équivalent) est parfois utilisée comme un contrôle plus rapide et semi-quantitatif sur les pièces traitées. Elle est beaucoup plus rapide qu'une coupe complète mais présente deux inconvénients structurels. Premièrement, c'est une mesure indirecte — elle capture la dureté de la couche supérieure et non la profondeur de la couche de diffusion sous-jacente, et ces deux paramètres ne sont pas toujours corrélés un à un. Deuxièmement, l'indentation altère physiquement la morphologie de surface dans la zone de mesure, ce qui est indésirable sur des pièces où l'esthétique de surface, la rugosité ou la fonction d'étanchéité importent. Utilisée comme méthode d'inspection à 100 %, le test Vickers exige également un temps opérateur considérable.
Courants de Foucault et méthodes magnétiques : non applicables aux aciers inoxydables austénitiques
Les sondes par courants de Foucault et par induction magnétique sont largement utilisées pour la mesure non destructive de profondeur sur substrats ferromagnétiques, tels que les aciers faiblement alliés cémentés ou nitrurés. Sur les aciers inoxydables austénitiques en revanche, le substrat est non magnétique et ces méthodes ne peuvent pas être appliquées avec succès pour caractériser la couche de diffusion laissée par un durcissement superficiel basse température — limitation formellement documentée dans la littérature technique et confirmée par les utilisateurs industriels des procédés type S³P. Les méthodes acoustiques, quant à elles, sont fortement dépendantes de la géométrie et ne sont généralement pas mises en œuvre sur la variété des formes de pièces qui sortent d'une ligne de traitement thermique typique.
Comme rapporté dans l'évaluation conjointe Enovasense–Bodycote publiée dans la revue heat processing (numéro 2-2018), la radiométrie photothermique a été appliquée avec succès pour la première fois à la classification non destructive de pièces en acier inoxydable austénitique durcies en surface à basse température — une application où les méthodes par courants de Foucault et acoustiques avaient précédemment échoué.
L'intérêt d'une inspection sans contact, non destructive et à 100 %
Mesurer sans contact, de manière non destructive et sur chaque pièce transforme le paradigme qualité d'une ligne de traitement thermique :
- La pièce est préservée — les pièces mesurées peuvent être expédiées au client ; aucun rebut n'est généré par l'inspection elle-même.
- Un asservissement en boucle fermée du four devient possible : la dérive est détectée après quelques pièces plutôt qu'après des lots entiers.
- Couverture totale — chaque lot, chaque pièce, avec un cycle de mesure suffisamment court pour suivre le flux de production.
- Zéro temps opérateur en mesure de routine lorsque le système est intégré dans une station de contrôle automatisée.
Vidéo — Témoignage client : Thermi-Lyon, spécialiste du traitement thermique
Thermi-Lyon, leader européen du traitement thermique de surface, partage son expérience du déploiement de la radiométrie photothermique laser Enovasense pour le contrôle non destructif de la profondeur de pièces en acier inoxydable durcies en surface à basse température.
04 — Comparaison des technologies
Pourquoi la radiométrie photothermique laser est la solution idéale
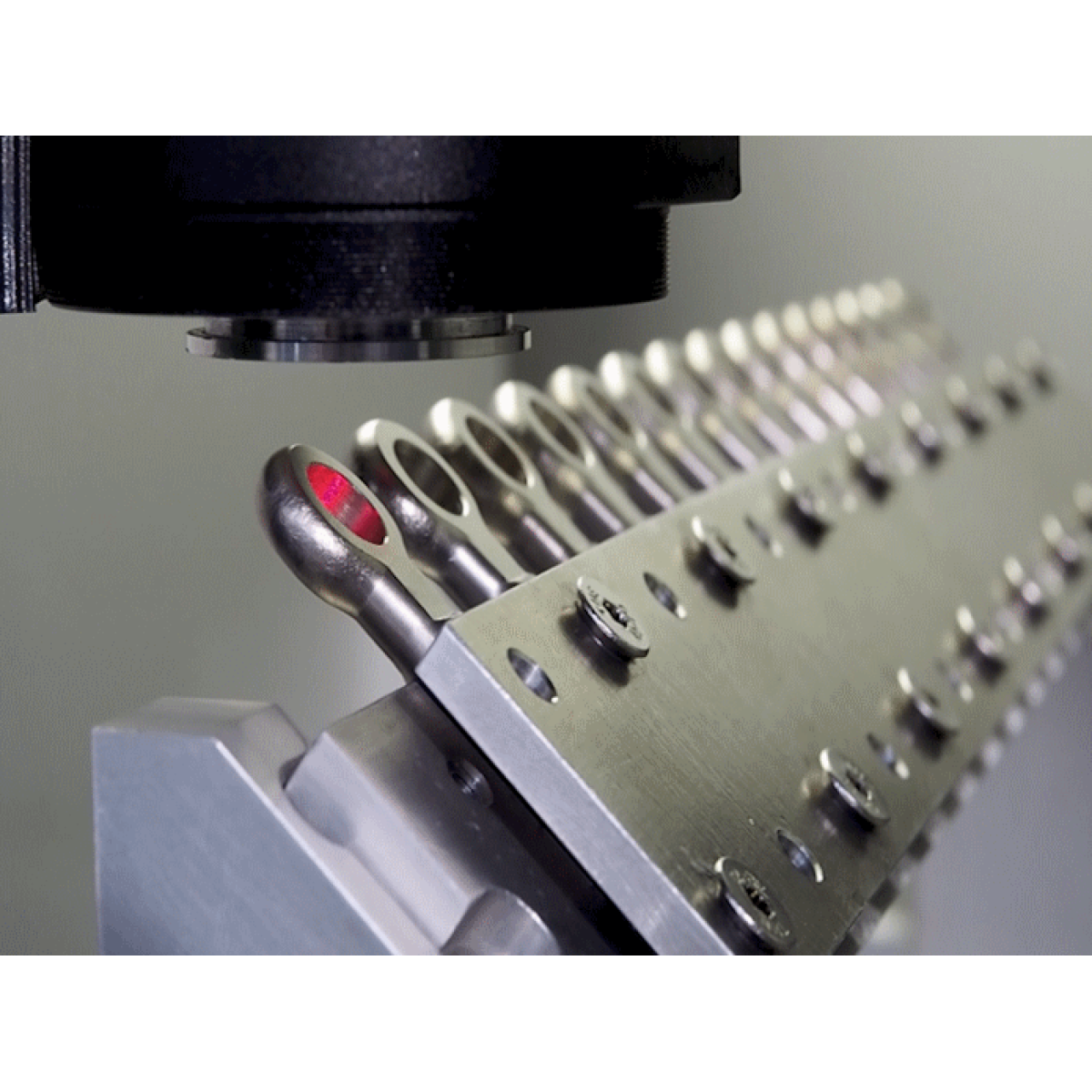
La radiométrie photothermique laser d'Enovasense résout toutes les limitations décrites ci-dessus avec un seul capteur. Un faisceau laser modulé chauffe légèrement la surface de la pièce ; la chaleur se propage dans la couche de diffusion puis revient vers la surface ; un détecteur infrarouge capte le profil temporel de ce flux thermique de retour ; et la profondeur de la couche traitée est extraite du déphasage caractéristique de la réponse thermique. La méthode est entièrement sans contact, non destructive, s'applique à une large variété de substrats incluant les aciers inoxydables austénitiques non magnétiques, et délivre un résultat de l'ordre d'une seconde par point de mesure.
| Critère | Enovasense — photothermique laser | Courants de Foucault / sonde magnétique | Coupe + microdureté (destructif) |
|---|---|---|---|
| Mesure sans contact | Oui | Non — contact de sonde requis | Non — la pièce est détruite |
| Non destructif | Oui | Oui | Non |
| Applicable aux aciers inoxydables austénitiques | Oui | Non — substrat non magnétique | Oui |
| Automatisation en ligne / bord de ligne | Oui — tête compacte, < 200 g | Limitée — dépend de la géométrie | Non |
| Couverture d'inspection à 100 % | Atteignable | Échantillonnage — quand applicable | ≈ 1 pièce sur N par lot |
| Répétabilité (écart-type) | ±0,5 µm | Non applicable sur inox austénitique | Méthode de référence |
| Corrélation avec la référence destructive (R²) | ≈ 97,6 % | Non applicable sur inox austénitique | Méthode de référence |
| Temps de mesure par point | ≈ 1 s | Quelques secondes par point | Plusieurs heures par pièce |
| Asservissement procédé en boucle fermée | Oui — données temps réel vers le MES | Limité | Non |
Valeurs de répétabilité et R² issues d'une étude de calibration Enovasense représentative sur aciers inoxydables austénitiques durcis en surface par un procédé basse température type S³P (voir section 05). Les performances dépendent du système optique choisi et de la profondeur de couche.
05 — Performances métrologiques
Étude de calibration sur aciers inoxydables durcis en surface
Les performances de la radiométrie photothermique laser d'Enovasense sur la mesure de profondeur de diffusion d'aciers inoxydables durcis en surface à basse température ont été validées au travers d'une étude de calibration représentative réalisée sur des échantillons de deux nuances austénitiques couramment utilisées (1.4571 et 1.4404), traitées à des profondeurs nominales couvrant la plage opérationnelle industrielle typique. Pour chaque niveau de traitement, dix mesures ont été réalisées en différentes positions de l'échantillon afin de capter à la fois la réponse du capteur et la variabilité naturelle pièce à pièce de la couche traitée ; les profondeurs de référence laboratoire ont été obtenues par microscopie sur coupe destructive.
Les valeurs de répétabilité et de précision rapportées ci-dessous correspondent à la configuration utilisée lors de cette étude de calibration. Les performances réelles sur une application donnée dépendent du système optique choisi (focale, ouverture numérique, paramètres laser) et de la plage de profondeur à mesurer.
Une seule calibration couvre une famille d'aciers inoxydables austénitiques
Un résultat particulièrement utile de l'étude est qu'une seule courbe de calibration a suffi à couvrir les deux nuances inox testées, malgré leurs compositions chimiques différentes. Cela signifie que, sur une ligne de traitement thermique typique manipulant une famille de pièces en acier inoxydable austénitique, l'utilisateur n'a pas besoin de maintenir une calibration différente par référence matériau — une simplification opérationnelle majeure par rapport aux méthodes extrêmement sensibles à la composition du substrat.
Précision : régression face à la référence destructive
Pour le capteur photothermique, le signal brut moyen à chaque niveau de traitement est tracé en fonction de la profondeur réelle obtenue par microscopie sur coupe destructive. La ligne noire est le modèle de régression linéaire utilisé pour convertir le signal brut en valeur de profondeur. Le coefficient de détermination R² quantifie à quel point les mesures suivent le modèle de régression — une valeur de 1,00 indiquerait une concordance parfaite.
Figure 2 — Régression de calibration : profondeur de référence laboratoire vs mesure Enovasense
Régression de calibration sur des échantillons d'acier inoxydable austénitique durcis en surface par un procédé basse température type S³P. Six niveaux de traitement ont été testés avec dix mesures chacun. Référence laboratoire : microscopie sur coupe destructive.
Le capteur Enovasense atteint un coefficient de détermination de R² ≈ 97,6 % par rapport à la référence destructive, avec un écart absolu moyen d'environ 1,4 µm sur toute la plage opérationnelle — largement suffisant pour discriminer les fenêtres de profondeur visées par les spécifications industrielles de traitement thermique.
Répétabilité : détecter les fines dérives du four
La seconde métrique clé est la répétabilité — la dispersion de dix mesures successives prises au même point d'un échantillon traité, exprimée en écart-type. C'est la métrique qui détermine si de petites dérives procédé peuvent réellement être résolues par le système de mesure : plus l'écart-type est faible, plus la dérive détectable de manière fiable est fine.
Figure 3 — Répétabilité Enovasense sur un échantillon en inox traité (10 mesures, même point)
Les dix mesures se situent toutes largement à l'intérieur de la bande de tolérance procédé typique de ±2 µm (verte) et de l'enveloppe ±1σ du capteur (rouge). Un écart-type de ±0,5 µm sur une profondeur moyenne de 17,8 µm correspond à environ ±3 % de reproductibilité — suffisamment fin pour détecter des dérives de four qui resteraient sinon noyées dans le bruit des approches conventionnelles.
Avec un écart-type de ±0,5 µm, le capteur Enovasense délivre le niveau de répétabilité requis pour le pilotage en boucle fermée des lignes de durcissement superficiel basse température. Combinée au R² élevé obtenu face à la référence destructive, cette marge permet de détecter les dérives du four, les problèmes d'outillage et les variations d'atmosphère avant qu'ils ne génèrent de larges populations de pièces non conformes.
06 — Intégration industrielle
La plateforme HAKO : stations de contrôle en bord de ligne et en ligne
Pour un contrôle non destructif à 100 % de la profondeur de traitement sur pièces traitées thermiquement, Enovasense propose la gamme HAKO — une famille de stations de mesure autonomes couvrant tous les besoins, depuis le banc compact HAKO-M dédié au laboratoire et au contrôle qualité, en passant par le format intermédiaire HAKO-L pour le contrôle en bord de ligne en production, jusqu'au grand format HAKO-XL pour la surveillance en ligne de pièces volumineuses telles que les blocs moteurs. Chaque station HAKO gère le chargement automatique, la mesure multi-points, la gestion des calibrations et l'export des données, sans intervention opérateur pendant le cycle de mesure.
Trois formats pour trois échelles de déploiement
| Spécification | HAKO-M | HAKO-L | HAKO-XL |
|---|---|---|---|
| Usage typique | Labo / R&D / poste qualité — petites pièces | Bord de ligne / production — pièces moyennes | En ligne / grandes pièces (ex. blocs moteurs) |
| Automatisation | Cartésien 3 axes | Cartésien 3 axes | 5 axes |
| Taille maximale de pièce (m) | 0,30 × 0,30 × 0,25 | 0,55 × 0,50 × 0,40 | 0,65 × 0,60 × 0,40 |
| Course des axes (m) | 0,35 × 0,30 × 0,20 | 0,45 × 0,45 × 0,30 | 0,80 × 0,60 × 0,40 |
| Encombrement station (m) | 0,60 × 0,60 × 0,71 | 1,20 × 0,90 × 0,85 | 2,20 × 2,60 × 1,25 |
| Poids de la station | 80 kg | ≈ 350 kg | ≈ 1500 kg |
| Classe laser | Classe 1 | Classe 1 | Classe 1 |
La tête de mesure Enovasense
Au cœur de chaque station HAKO se trouve la même tête de mesure compacte — moins de 200 g, plug-and-play — connectée à un contrôleur regroupant la source laser, l'électronique de détection IR et l'unité de traitement du signal. La configuration standard utilise un laser à 980 nm (typiquement jusqu'à 10 W de puissance optique, modulé), avec une distance de travail d'environ 40 mm et un diamètre de spot laser pouvant être adapté de 300 µm (résolution sub-millimétrique pour petites pièces) jusqu'à 10 mm (SNR élevé sur grandes pièces). Des optiques à grande distance, étendant la distance de travail à 450 mm, sont disponibles pour les pièces difficiles à approcher. Une mesure typique prend 1 seconde par point.
Architecture du système
Figure 4 — Architecture du système HAKO
Spécifications techniques — système de mesure Enovasense
| Principe de mesure | Radiométrie photothermique laser (brevetée) |
| Longueur d'onde / puissance laser | 980 nm, jusqu'à 10 W optique (configurable) |
| Plage de profondeur de mesure typique | De couches sub-µm jusqu'à ≈ 1 mm d'épaisseur (selon l'application) |
| Temps de mesure par point | ≈ 0,1 s à 2 s |
| Distance de travail (tête ↔ pièce) | 40 mm ± 1 à 10 mm (standard) — 450 mm ± 100 mm (optiques longue distance) |
| Diamètre du spot laser | Configurable : Ø 0,3 / 0,6 / 2 / 10 mm |
| Répétabilité | < 1 µm (selon la configuration optique et la profondeur de couche) |
| Dimensions / poids tête de mesure | 93 × 66 × 66 mm (cylindrique Ø66 × 93 mm), 400 g |
| Dimensions / poids contrôleur | 123 × 200 × 85 mm, 1,7 kg |
| Longueur de câble (tête ↔ contrôleur) | 1 à 20 m (configurable) |
| Interface de données | TCP/IP — Ethernet/IP — export CSV — intégration MES / SPC |
| Entrée consigne | TTL 0–5 V |
| Alimentation | 100–240 Vac, 50–60 Hz, 4,5–2,5 A |
| Température de fonctionnement | 0 °C à +50 °C ambiant |
| Tolérance en température de la pièce | 0–40 °C sans correction — jusqu'à 800 °C avec correction |
| Sécurité | Station laser Classe 1, conforme CE, barrières immatérielles, arrêts d'urgence |
Les spécifications sont indicatives et peuvent être adaptées aux exigences spécifiques du client.
Étapes de déploiement
Documents
| Type | Nom | Download |
|---|---|---|
| Application | Non-destructive classification of surface hardened stainless steels | Anglais |
