Applications / mesure d'epaisseur sans contact de peinture poudre
01 — Introduction
La peinture poudre : un procédé de finition industriel omniprésent
La peinture poudre — également appelée thermolaquage — est un procédé de finition à sec utilisé dans une très large gamme d'industries : l'aluminium architectural (fenêtres, façades, murs-rideaux), les pièces automobiles, l'électroménager, le mobilier, les armoires électriques et la fabrication métallique générale. Le procédé consiste à appliquer électrostatiquement une résine polymère en poudre sèche — généralement époxy, polyester ou un hybride des deux — sur un substrat préparé, avant de le cuire au four entre 160 °C et 200 °C pour former une couche dure, lisse et durable.
Les peintures poudre sont appréciées pour leur excellente résistance mécanique et chimique, leur large gamme de coloris (plusieurs centaines de teintes RAL et sur mesure sont généralement proposées), ainsi que leur profil environnemental : contrairement aux peintures liquides, elles ne contiennent pas de solvants et génèrent très peu d'émissions de COV. Leur durabilité et leur polyvalence esthétique en ont fait le revêtement de référence pour les profilés en aluminium architectural soumis à des certifications exigeantes telles que Qualicoat, GSB ou EN 13438, ainsi que pour les pièces OEM automobiles et industrielles.
Aluminium architectural Pièces automobiles Électroménager Fabrication métallique Armoires électriques Mobilier
Un revêtement en peinture poudre typique est constitué d'une ou plusieurs couches fonctionnelles. Dans les applications architecturales, un prétraitement au phosphate de zinc ou sans chrome est d'abord appliqué pour l'adhérence et la protection anticorrosion, suivi d'une couche de primaire, puis de la couche de finition — la couche visible dont l'épaisseur doit respecter des tolérances strictes. Dans les environnements exigeants, un vernis de protection peut être ajouté. L'épaisseur totale du film sec se situe généralement entre 60 µm et 120 µm, mais peut atteindre 200 µm ou davantage pour les revêtements protecteurs ou à effets spéciaux.
02 — Exigences qualité
Pourquoi contrôler l'épaisseur de la peinture poudre est indispensable
L'épaisseur de revêtement est l'un des paramètres qualité les plus critiques en thermolaquage. Tout écart — dans un sens comme dans l'autre — a des conséquences significatives sur la performance du produit, le coût matière et la conformité réglementaire.
Trop mince : défauts de protection et non-conformité
Une couche trop mince n'assurera pas une protection suffisante contre la corrosion, la dégradation UV et l'abrasion mécanique. Pour l'aluminium architectural, les certifications Qualicoat et GSB imposent une épaisseur minimale du film sec — généralement 60 µm — en dessous de laquelle la pièce ne peut être certifiée. Une couverture insuffisante entraîne également un pouvoir couvrant insuffisant, des irrégularités du substrat visibles en surface et une défaillance précoce du revêtement en service, générant des retours sous garantie coûteux et des atteintes à la réputation.
Trop épaisse : gaspillage de matière et défauts esthétiques
À l'inverse, une couche sur-appliquée gaspille de la poudre onéreuse — le coût de la matière première représente une part importante du coût total du revêtement, en particulier pour les teintes premium et les effets métallisés. Une épaisseur excessive risque également de provoquer des défauts esthétiques tels que le peau d'orange, les coulures ou une non-uniformité de la texture de surface, et peut prolonger le temps de cuisson, réduisant ainsi la cadence de la ligne. Pour les ensembles complexes avec des tolérances dimensionnelles serrées, une épaisseur de revêtement excessive peut même nuire à l'assemblage.
L'homogénéité : clé de l'optimisation du procédé
Au-delà des critères binaires de conformité des normes d'épaisseur, la maîtrise de l'uniformité de la couche sur toute la surface de la pièce fournit un retour d'information précieux sur le procédé. Les cartographies d'épaisseur permettent d'identifier les problèmes d'application électrostatique, les effets de cage de Faraday dans les géométries complexes, les dérives de distance ou d'angle des pistolets, et les non-uniformités de température du four — tous invisibles à l'œil nu.
|
60–120 µm
Tolérance d'épaisseur typique
pour les finitions architecturales |
220+
Couleurs mesurables
avec un seul étalonnage |
|
< 3%
Précision de mesure typique
(% de l'épaisseur mesurée) |
0–500 µm
Plage d'épaisseurs
totale mesurable |
03 — Enjeux de mesure
Pourquoi la mesure sans contact et non destructive est indispensable
Les contraintes des lignes de thermolaquage industrielles rendent les approches de mesure conventionnelles inadaptées. Obtenir des données d'épaisseur fiables, représentatives et exploitables impose de surmonter plusieurs défis fondamentaux.
Le problème des techniques de contact
Les méthodes de mesure d'épaisseur les plus courantes pour les peintures poudre sont les sondes à courants de Foucault (pour les substrats non ferreux tels que l'aluminium) et à induction magnétique (pour les substrats ferreux). Ces deux méthodes nécessitent un contact physique avec la surface du revêtement. Cela crée deux limitations critiques. Premièrement, les sondes de contact ne peuvent pas être utilisées avant cuisson : la couche de poudre sèche n'est pas consolidée et serait détruite par la pointe de la sonde, produisant des mesures peu fiables et contaminant la pièce. Par conséquent, toute non-conformité d'épaisseur n'est détectée qu'après l'étape de cuisson — énergivore et longue — rendant toute action corrective impossible avant que la pièce ne soit déjà mise au rebut. Deuxièmement, en environnement de production, ces sondes nécessitent l'intervention manuelle d'un opérateur qualifié, ce qui signifie que seul un échantillon réduit et statistiquement peu représentatif de pièces est mesuré. Le rejet de lot sur la base de quelques mesures ponctuelles constitue une barrière qualité peu fiable.
L'intérêt de la mesure avant cuisson
Mesurer la couche de poudre non cuite — immédiatement après l'étape d'application électrostatique et avant l'entrée dans le four — transforme le paradigme du contrôle qualité. Une non-conformité détectée à ce stade permet à l'opérateur de ligne de corriger l'application ou de retirer la pièce avant cuisson, préservant à la fois la pièce et le coût énergétique du cycle de four. Pour les ensembles à haute valeur ajoutée ou les commandes en teintes premium, cette capacité de détection précoce peut éviter le rejet de fournées entières, avec un impact économique significatif.
La nécessité de l'automatisation en ligne
Les lignes de thermolaquage modernes fonctionnent à haute cadence, avec des cadres portant des dizaines de pièces circulant sur un convoyeur aérien continu. La mesure manuelle avec une sonde de contact ne peut pas suivre la vitesse de ligne et ne fournit que des données sporadiques, dépendantes de l'opérateur. Un système de contrôle d'épaisseur véritablement efficace doit être capable de mesurer en ligne, de manière automatisée — en suivant les pièces en mouvement, en mesurant automatiquement et en transmettant les données en temps réel au contrôleur de ligne et au système de supervision. Ce niveau d'intégration est impossible avec les technologies de contact.
04 — Comparaison technologique
Pourquoi la radiométrie photothermique laser est la solution idéale
La radiométrie photothermique laser — technologie brevetée développée par Enovasense — résout l'ensemble des limitations décrites ci-dessus en un seul capteur compact et intégrable. En combinant un faisceau laser qui génère une onde thermique contrôlée dans le revêtement avec un détecteur infrarouge qui capte le signal de diffusion de la chaleur, le capteur extrait l'épaisseur du revêtement à partir du profil temporel de la réponse thermique. Ce principe physique ne nécessite aucun contact avec la pièce, fonctionne sur la poudre cuite comme non cuite, et n'est pas affecté par la couleur ou le pigment de la pièce.
| Critère | Enovasense photothermique laser | Courants de Foucault / induction magnétique | Coupe transversale (destructif) |
|---|---|---|---|
| Mesure sans contact | Oui | Non — contact de la sonde requis | Non — pièce détruite |
| Mesure avant cuisson | Oui — poudre non cuite mesurable | Non — le contact détruit la couche non cuite | Non |
| Non destructif | Oui | Oui | Non |
| Indépendance couleur / pigment | Oui — un seul étalonnage pour toutes les teintes | Oui | Oui |
| Capacité d'automatisation en ligne | Oui — conçu pour les lignes automatisées | Difficile — opération manuelle requise | Non |
| Couverture à 100 % de la production | Atteignable | Seulement par échantillonnage | Seulement par échantillonnage |
| Tolérance aux vibrations de pièce | Élevée | Sensible — contact requis | N/A |
| Géométries complexes / pièces courbes | Oui — indépendant de la courbure | Partiel — effets de bord, corrections nécessaires | Partiel — limité par la préparation de la coupe |
| Vitesse de mesure | 1 s par point (cas typique) | 1 s par point — repositionnement manuel | Plusieurs heures par échantillon |
05 — Performances métrologiques
Performances de la technologie photothermique laser Enovasense sur peinture poudre
Les performances métrologiques de la technologie Enovasense sur le thermolaquage (peinture poudre polymérisée) ont été validées dans le cadre d'une étude métrologique rigoureuse et indépendante. L'étude a suivi le protocole Measurement System Analysis (MSA) du groupe de travail qualité fournisseurs Chrysler / Ford / General Motors, appliqué à 20 échantillons d'aluminium thermolaqués couvrant une gamme représentative de teintes industrielles (blanc, noir, gris, bleu, rouge, jaune, or, beige, marron).

Répétabilité et reproductibilité (R&R)
Trois opérateurs ont chacun mesuré 10 plaquettes à trois reprises dans les conditions de répétabilité et de reproductibilité. L'indicateur combiné R&R — le pourcentage de la variation totale de mesure imputable au système de mesure plutôt qu'à la variation réelle des pièces — constitue le critère d'acceptation clé : un R&R inférieur à 10 % est considéré comme excellent pour le contrôle en production.
Justesse sur l'ensemble des teintes
L'étude de justesse a comparé les mesures Enovasense avec le moyen de référence à courants de Foucault en calculant l'écart normalisé En, selon la méthode du Laboratoire Central de Métrologie du Groupe Renault. Le test est satisfaisant lorsque En < 1. Les 20 échantillons — couvrant des teintes aussi variées que blanc, noir, gris, or, beige, bleu, rouge, jaune et marron — ont tous obtenu un jugement final favorable. Trois cas où l'En initial dépassait légèrement 1 ont été confirmés comme satisfaisants grâce à une analyse complémentaire par coupe transversale (mesure destructive PaintBorer), qui a elle-même confirmé les lectures Enovasense.
Un avantage pratique essentiel de la technologie Enovasense à l'état cuit est qu'un seul étalonnage couvre l'ensemble des teintes de peinture poudre sur un substrat donné. Cela signifie que des centaines de teintes de production peuvent être mesurées sans aucun recalibrage entre les changements de couleur, un avantage opérationnel majeur sur les lignes fabriquant de multiples références.
06 — Intégration industrielle
Comment intégrer les capteurs Enovasense : la plateforme HSR
Pour le contrôle automatisé en ligne des lignes de thermolaquage, Enovasense propose la plateforme HSR — une station de mesure autonome et clé en main conçue pour une installation en bordure de convoyeur, sans contrôleur externe, groupe électrogène ni refroidissement à eau.

Architecture du système
Le système HSR se compose d'une tête de mesure compacte (272 × 160 × 129 mm, 4,3 kg) montée sur un portique motorisé 3 axes — un axe de suivi (course jusqu'à 2 500 mm), un axe de distance (300 mm) et un axe de hauteur (jusqu'à 2 000 mm). Un module de tracking utilisant une ligne laser structurée et une caméra détecte en continu la position, la forme et la distance des pièces circulant sur le convoyeur. Un contrôleur embarqué pilote automatiquement la séquence de détection et de mesure, sans intervention de l'opérateur.
Le système s'adapte automatiquement aux géométries variables des pièces : une couche logicielle détermine les positions de mesure dans une grille prédéfinie, en évitant automatiquement les trous et les zones sans pièce sur le cadre.
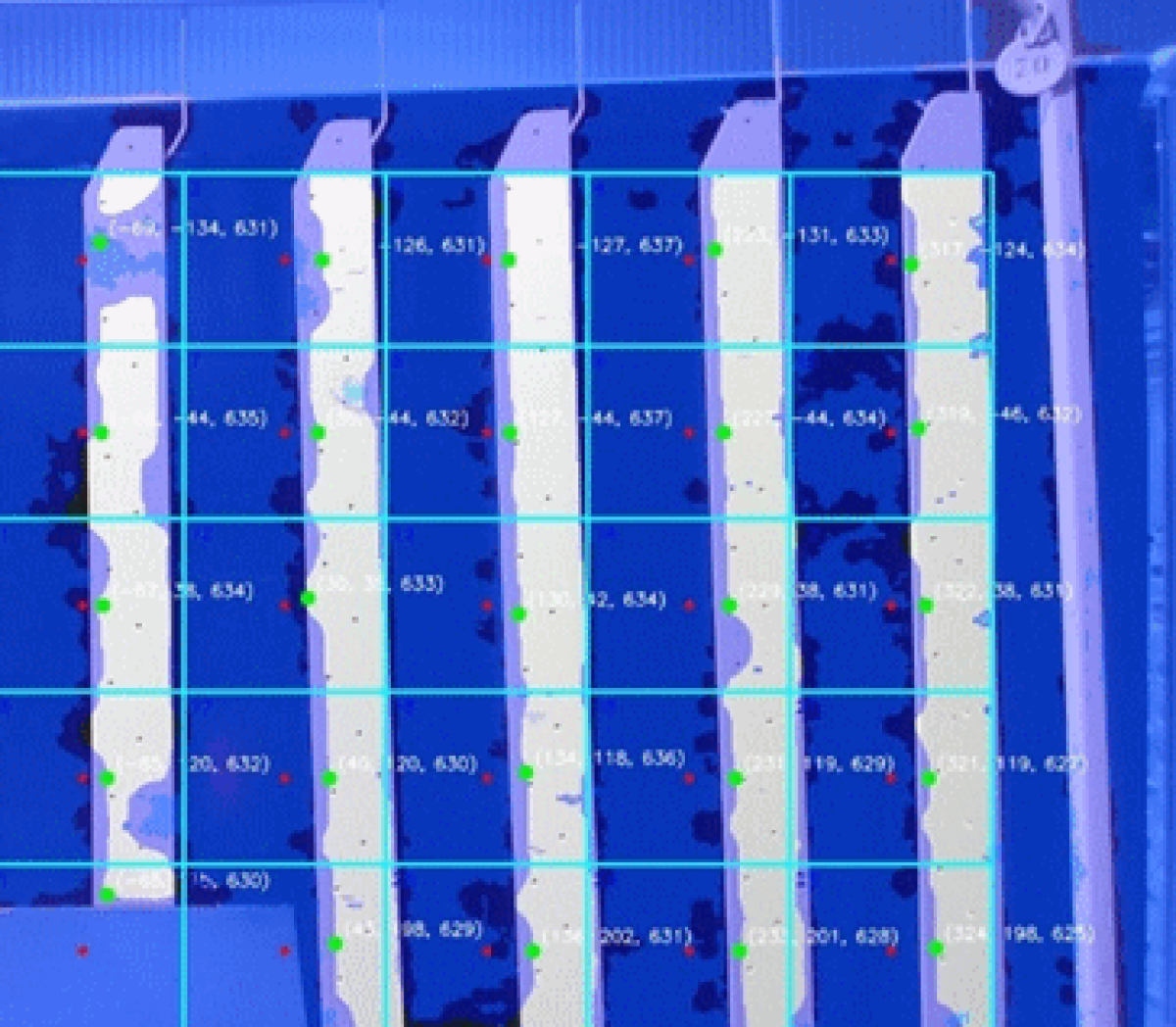
Cela est essentiel dans les contextes d'extrusion ou de fabrication architecturale, où des cadres de 2 500 × 2 000 mm peuvent transporter des dizaines de pièces aux formes et dimensions variables à chaque passage.
Temps de cycle et taux de couverture
Pour une application typique à 6 points de mesure par cadre en configuration cadre fixe, le temps de cycle total est d'environ 45 secondes : 15 s de positionnement et stabilisation du cadre, 5 s de détection des points de mesure, 3 s d'approche du premier point, 2 s pour la première mesure, et environ 20 s pour l'approche et la mesure des points 2 à 6. Le système peut immédiatement enchaîner sur la séquence de mesure suivante sans temps mort entre les cadres, assurant un taux de couverture élevé de la production.
Données et supervision
Tous les résultats de mesure et paramètres système sont stockés en local et accessibles via un écran tactile ou un clavier. Les données sont transmises en temps réel vers le réseau d'atelier via un port Ethernet RJ45 TCP/IP, permettant l'intégration avec les systèmes MES, SPC ou de supervision de ligne. Une niche pour échantillons de référence — accessible automatiquement par le capteur — permet une vérification périodique de l'étalonnage sur des plaquettes de référence fournies par le client, sans interrompre la production.
Spécifications techniques — Enovasense HSR
Étapes de déploiement
Préparation du site
Le client met à disposition une prise 230 V / 16 A et un point réseau Ethernet à l'emplacement de la machine. Aucun air comprimé ni refroidissement à eau requis.
Phase d'études et de conception
Enovasense remet les plans d'implantation mécaniques, les schémas électriques, l'analyse de risque sécurité (EN 13849-1) et la description fonctionnelle dans les 4 semaines suivant la commande.
Réception usine
Test fonctionnel réduit réalisé dans les locaux d'Enovasense avant livraison, pour valider la conformité de l'ensemble des fonctions HSR au cahier des charges.
Installation, mise en service et formations
Installation et mise en route de la machine sur site, suivies des formations Expert, Opérateur et Maintenance dispensées sur site. Documentation complète fournie (certificat CE, manuels utilisateur, plans électriques et mécaniques).
Garantie 12 mois et support après-vente
Garantie complète de la machine pendant 12 mois après la réception provisoire, avec engagement d'intervention sous une semaine. Contrat de maintenance annuelle optionnel : hotline, visite préventive annuelle et mises à jour logicielles.

Références
| Réference | Nom | Etat / Prix | Fiche technique |
|---|---|---|---|
| ARTICLE POWDER COATING | Mesure d'Epaisseur Sans Contact de la Peinture Poudre |
Disponible
Sur devis |
Anglais |
| APPLICATION NOTE POWDER COATINGS | Contrôler l'Epaisseur de la Peinture Poudre En Ligne |
Disponible
Sur devis |
Anglais |
Documents
| Type | Nom | Download |
|---|---|---|
| Application | Mesure d'épaisseur de peinture poudre epoxy et polyester | Français Anglais |
| Application | CONTROLLING THE THICKNESS OF POWDER COATINGS IN-LINE | Anglais Français |
