Applications / mesurer en ligne l'epaisseur des revêtements des blocs moteurs
01 — Introduction
Le revêtement de chemise : une avancée majeure pour des moteurs à combustion plus légers et plus efficaces
Le revêtement de chemise est une technologie désormais déployée sur une part croissante des moteurs à combustion modernes. Au lieu d'usiner les cylindres dans un bloc monolithique en fonte, les constructeurs coulent le bloc en aluminium puis déposent un mince revêtement en fer ou en acier sur la paroi intérieure de chaque cylindre. Le résultat est un moteur sensiblement plus léger — levier essentiel pour l'économie de carburant et la conformité CO2 — tout en conservant les propriétés tribologiques et la dureté de la fonte là où elles sont indispensables : au contact piston–chemise.
Quatre procédés de projection thermique sont utilisés industriellement pour déposer le revêtement intérieur, chacun avec sa propre signature métallurgique et sa propre sensibilité aux dérives du procédé :
Plasma poudre Plasma fil Arc électrique double fil (TWA) Flamme & HVOF
Dans les procédés plasma poudre et plasma fil, une torche plasma est générée à l'intérieur de l'alésage et de la poudre ou du fil de fer y est projeté. Le procédé à arc électrique double fil établit un arc électrique entre deux fils de fer amenés dans l'alésage. La flamme et le HVOF (High-Velocity Oxy-Fuel) utilisent une flamme de combustion pour accélérer des particules de fer vers la paroi du cylindre à très grande vitesse. Après dépôt, chaque bloc subit une séquence d'alésage fin et de rodage qui retire l'excédent de matière et atteint le diamètre final avec la faible rugosité de surface exigée pour l'étanchéité des segments.
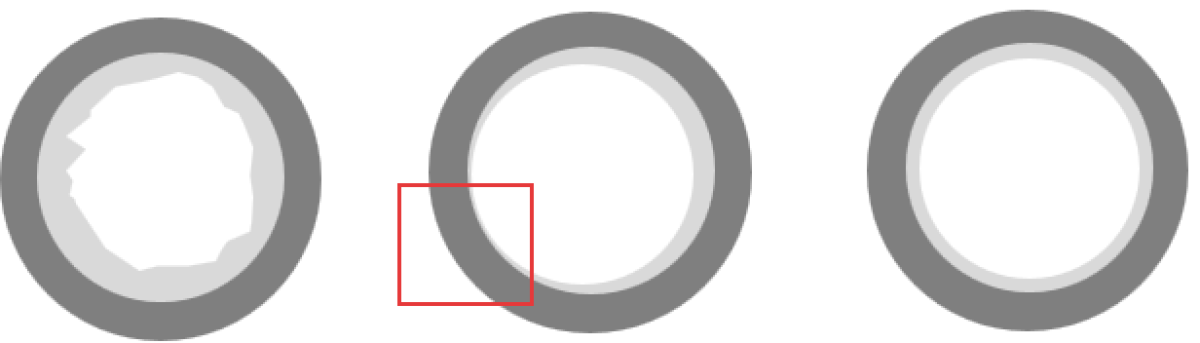
Figure 1 — Séquence de production du revêtement de cylindre
02 — Exigences qualité
Pourquoi l'épaisseur résiduelle du revêtement est le paramètre qualité critique
Une fois le revêtement déposé et l'alésage usiné, l'épaisseur résiduelle en fer sur la paroi du cylindre devient le principal indicateur qualité de toute la chaîne de procédé. Deux phénomènes indépendants convergent pour rendre cette mesure indispensable — et tous deux se manifestent spécifiquement après les étapes d'alésage et de rodage, le rodage étant le plus critique en termes d'erreurs d'épaisseur.
Erreur de centrage à l'alésage : amincissement asymétrique de la paroi
L'opération d'alésage fin qui suit le dépôt doit être parfaitement concentrique à la couche projetée. En pratique, le centrage est difficile à maîtriser avec la précision micrométrique requise, et toute excentricité entre l'axe de l'outil d'alésage et le vrai centre de l'alésage revêtu se traduit directement par un enlèvement de matière asymétrique — une paroi plus épaisse d'un côté et plus mince de l'autre. Si le côté mince passe sous le minimum de conception, le cylindre est à rebuter.
 |
||
|
Problème d'épaisseur possible |
||
| Avant alésage | Mauvais centrage à l'alésage | Bon centrage à l'alésage |
Rugosité et filetage du substrat aluminium
Avant la projection de fer, l'alésage brut en aluminium est mécaniquement rugueux — généralement par filetage fin ou par des procédés d'accrochage mécanique — afin de garantir l'ancrage mécanique du revêtement. Ce prétraitement laisse une topographie de surface profonde et irrégulière sur l'aluminium. Le revêtement comble cette topographie, puis les outils d'alésage et de rodage rétablissent une surface cylindrique lisse. La conséquence est que l'épaisseur résiduelle de fer varie de point en point en suivant le micro-profil du substrat, et seule une cartographie d'épaisseur dense et résolue angulairement peut garantir la présence d'un revêtement minimum en tout point.
Surveillance de la dérive du procédé
Au-delà de la conformité individuelle de chaque pièce, plusieurs paramètres de procédé peuvent dériver dans le temps et affecter collectivement l'épaisseur : usure du pistolet de projection, fluctuation de la puissance plasma, variation du débit de poudre ou de fil, dérive de température à l'intérieur de l'alésage pendant le dépôt, usure de l'outil d'alésage, consommation des pierres de rodage. Mesurer 100 % de la production — plutôt qu'un échantillon destructif toutes les 5 000 culasses — est le seul moyen de détecter ces dérives avant qu'elles génèrent de larges populations de moteurs non conformes.
|
<1µm
Reproductibilité atteinte sur les revêtements en fer projeté (selon le système optique sélectionné et l'épaisseur de la couche)
|
12 points
Minimum par cylindre (typique) pour garantir une couverture angulaire & verticale complète de l'alésage
|
|
< 60 s
Temps de cycle complet par bloc (bloc 4 cylindres, configuration double capteur)
|
100 %
Taux de couverture du contrôle — chaque bloc, chaque cylindre, en ligne
|
03 — Défis de mesure
Pourquoi les méthodes conventionnelles ne peuvent pas répondre aux exigences automobiles
La géométrie et la cadence d'une ligne de cylindres automobile poussent les techniques de mesure d'épaisseur conventionnelles à leurs limites. Deux méthodes ont historiquement été utilisées ; chacune présente des limitations structurelles qui empêchent leur utilisation pour un contrôle 100 % en ligne.
Microscopie sur coupe transversale : précise mais destructive
La coupe métallographique suivie de la microscopie optique est la méthode de référence pour l'épaisseur de revêtement. Elle est précise, directement traçable et acceptée dans tous les protocoles qualité. Mais elle est aussi destructive : le bloc est physiquement découpé. Pour un bloc moteur complet avec quatre cylindres et au moins douze positions angulaires par cylindre, l'opération complète — découpe, polissage, enrobage, mesure au microscope — nécessite typiquement environ 42 heures de travail opérateur et un délai d'une semaine. En conséquence, les usines automobiles échantillonnent environ 1 bloc sur 5 000 produits — ce qui signifie que toute dérive du procédé de projection, d'alésage ou de rodage peut passer inaperçue pendant plusieurs milliers de moteurs avant d'être visible dans les données qualité.
Sondes magnéto-inductives à contact
Les sondes à contact non destructives basées sur des principes magnéto-inductifs donnent une corrélation raisonnable avec les données de coupe transversale sur cet empilement ferromagnétique sur aluminium et peuvent donc accélérer la mesure par rapport à la métallographie. Cependant, elles nécessitent que l'embout de la sonde soit physiquement pressé contre la paroi intérieure de l'alésage. Automatiser un contact cohérent et reproductible à l'intérieur d'un cylindre étroit — à douze positions angulaires et plusieurs hauteurs — est mécaniquement complexe, sensible à l'usure de la sonde et sensible aux particules résiduelles à l'intérieur de l'alésage.
Le cas pour un contrôle 100 % sans contact, en ligne
Mesurer de manière non destructive, sans contact et à chaque étape de la chaîne de procédé transforme le paradigme qualité :
- Le même bloc peut être mesuré après l'alésage et après le rodage — si un défaut apparaît, l'ingénieur procédé sait immédiatement quelle étape en est responsable.
- Un retour d'information en boucle fermée devient possible : la dérive est signalée après quelques pièces plutôt que des milliers.
- Cartographie angulaire et verticale complète de chaque cylindre, et non un échantillon statistique — le seul moyen de détecter un point mince local généré par une erreur de centrage à l'alésage.
- Zéro temps opérateur sur la mesure de routine : le système gère automatiquement le chargement, la mesure et le déchargement.
Vidéo — La station de contrôle Enovasense HKXL en fonctionnement
Chargement du bloc, balayage automatique 3 axes, rotation de la sonde à l'intérieur de chaque cylindre et données d'épaisseur en temps réel — le cycle complet HKXL.
04 — Comparaison technologique
Pourquoi la radiométrie photothermique laser est la solution idéale
La radiométrie photothermique laser brevetée d'Enovasense résout l'ensemble des limitations décrites ci-dessus en un seul capteur. Un faisceau laser modulé génère une onde thermique à l'intérieur du revêtement ; un détecteur infrarouge capture le profil temporel de la chaleur qui diffuse vers la surface ; l'épaisseur du revêtement est extraite à partir du temps caractéristique de cette réponse thermique. La méthode est entièrement sans contact, non destructive, et fonctionne aussi bien sur l'alésage brut que sur l'alésage rodé.
Brevet conjoint avec le Groupe Renault — EP3781902B1. L'application de la radiométrie photothermique laser d'Enovasense à la mesure du revêtement intérieur des cylindres est protégée par un brevet commun co-détenu avec le Groupe Renault, validant la pertinence de ce principe de mesure pour l'industrie du moteur automobile.
| Critère | Enovasense laser photothermique | Sonde magnéto-inductive à contact | Coupe transversale (destructive) |
|---|---|---|---|
| Mesure sans contact | Oui | Non — contact de la sonde requis | Non — la pièce est détruite |
| Non destructif | Oui | Oui | Non |
| Automatisation en ligne dans un alésage étroit | Oui — sonde rotative compacte | Difficile — contact fiable difficile à automatiser | Non |
| Couverture de contrôle 100 % | Réalisable | Échantillonnage uniquement | ≈ 1 bloc sur 5 000 |
| Reproductibilité (écart-type) | ±0,74 µm (±0,32 %) | ±2,41 µm (±1,04 %) | Méthode de référence |
| Corrélation avec la référence destructive (R²) | 83,0 % | 79,4 % | Méthode de référence |
| Temps de mesure par bloc complet | ≈ 50 s | Plusieurs minutes — repositionnement manuel | ≈ 42 h / délai d'une semaine |
| Retour d'information procédé en boucle fermée | Oui — données temps réel vers le MES | Limité | Non |
Valeurs de reproductibilité et R² issues de l'étude conjointe Groupe Renault — Enovasense (voir section 05). Les performances dépendent du système optique sélectionné et de l'épaisseur de la couche.
05 — Performances métrologiques
Étude indépendante Groupe Renault — Enovasense
Les performances de la radiométrie photothermique laser d'Enovasense sur les revêtements en fer de chemise après l'étape d'alésage ont été validées par une étude comparative menée conjointement avec le Groupe Renault. Trois techniques ont été comparées sur les mêmes échantillons : la microscopie sur coupe transversale destructive (méthode de référence), une sonde magnéto-inductive à contact, et le capteur photothermique sans contact Enovasense. Les mesures ont été réalisées sur 2 blocs moteur de 3 cylindres chacun, à 12 positions par cylindre — soit un total de 72 points comparés à la référence destructive.
Les chiffres de reproductibilité et d'exactitude reportés ci-dessous correspondent à la configuration de mesure utilisée lors de l'étude Renault. Les performances réelles sur une application donnée dépendent du système optique sélectionné (longueur focale, ouverture numérique, paramètres laser) et de la plage d'épaisseur du revêtement mesuré.
Exactitude : régression de calibration par rapport à la référence destructive
Pour chaque technique non destructive, le signal brut du capteur mesuré à chacun des 72 points est tracé en fonction de la vraie épaisseur obtenue par microscopie sur coupe transversale destructive (référence laboratoire). La droite noire sur chaque graphique est le modèle de régression linéaire utilisé pour convertir le signal brut en valeur d'épaisseur. Le coefficient de détermination R² quantifie dans quelle mesure les mesures suivent le modèle de régression — une valeur de 1,00 indiquerait un accord parfait. Le capteur Enovasense atteint R² = 83,0 %, légèrement supérieur à la sonde à contact (R² = 79,4 %), avec une dispersion visiblement plus serrée autour de la droite de régression.
Figure 2 — Régression de calibration : épaisseur de référence laboratoire vs signal brut du capteur
Source : étude conjointe Enovasense–Groupe Renault. 2 blocs moteur × 3 cylindres × 12 positions = 72 points de mesure. Le signal brut de chaque technique non destructive est tracé en fonction de l'épaisseur de référence obtenue par microscopie sur coupe transversale destructive.
Les deux méthodes non destructives offrent un niveau d'exactitude similaire par rapport à la référence destructive, confirmant que la technologie Enovasense est une alternative crédible à la sonde à contact pour cette application — avec une dispersion légèrement plus serrée autour du modèle de régression.
Reproductibilité : un avantage décisif pour Enovasense
La deuxième partie de l'étude a évalué la reproductibilité — la dispersion de 10 mesures successives réalisées exactement au même point, exprimée en écart-type. C'est la métrique qui détermine si de faibles dérives de procédé peuvent effectivement être résolues par le système de mesure. Plus l'écart-type est faible, plus la dérive pouvant être détectée de manière fiable est fine.
Figure 3 — Reproductibilité (écart-type sur 10 mesures au même point)
Valeurs de reproductibilité mesurées dans l'étude Groupe Renault. Enovasense atteint un écart-type plus de 3 fois inférieur à celui de la sonde à contact.
Avec un écart-type de ±0,74 µm (±0,32 %), le capteur Enovasense offre une reproductibilité plus de trois fois meilleure que la sonde à contact (±2,41 µm / ±1,04 %) sur ce revêtement en fer alésé. Cette marge est décisive pour les applications de contrôle de procédé : elle permet la détection d'erreurs de centrage à l'alésage, d'usure des outils et de dérives du procédé de projection qui seraient noyées dans le bruit de mesure de la sonde à contact.
Mesure à l'état tel que projeté (capacité secondaire)
Bien que le cas d'usage principal — et le point central de l'étude Groupe Renault — soit la mesure du revêtement après alésage, et à travers l'étape de rodage qui est la plus critique en termes d'erreurs d'épaisseur, la technologie Enovasense est également capable de mesurer le revêtement directement après l'étape de dépôt par projection, sur la surface brute non usinée. Cette capacité secondaire permet aux ingénieurs procédé de distinguer la contribution de l'étape de projection de celle des étapes d'usinage lors de l'investigation d'une non-conformité, et d'accélérer la qualification de nouvelles recettes de projection. Une calibration dédiée est utilisée pour cet état, distincte de celle utilisée sur les surfaces alésées et rodées.
06 — Intégration industrielle
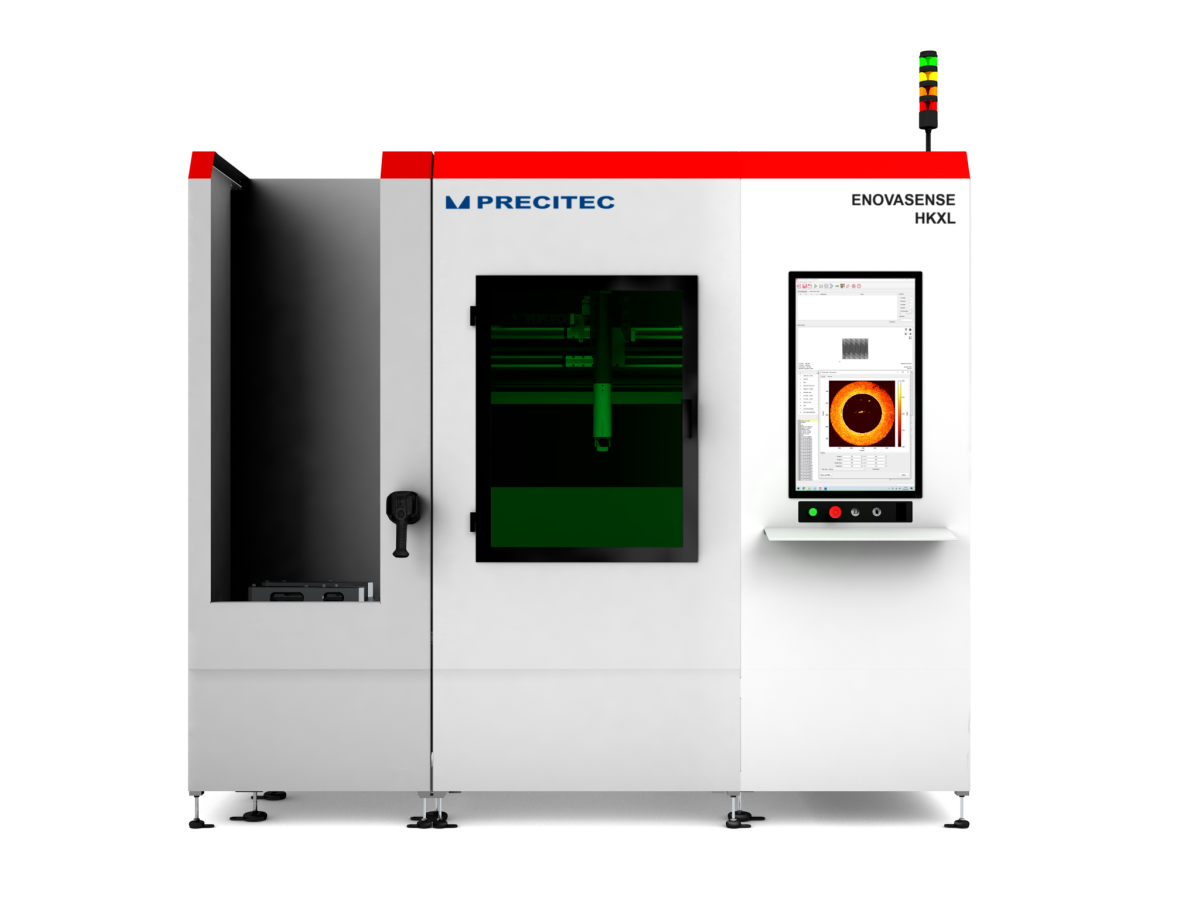
La plateforme HKXL : une station de contrôle 100 % clé en main
Pour le contrôle 100 % en ligne de l'épaisseur du revêtement sur la production de blocs cylindres, Enovasense propose la plateforme HKXL — une station de mesure entièrement autonome, clé en main, conçue pour être installée directement à côté de la ligne d'usinage. La HKXL gère automatiquement le chargement, la mesure multi-cylindres, la calibration et l'export des données, sans intervention de l'opérateur pendant le cycle de mesure.
Architecture du système : trois structures indépendantes
La HKXL est construite selon trois structures mécaniquement découplées afin qu'aucune vibration ou choc généré pendant le chargement du bloc ne puisse se propager à la sonde de mesure et biaiser la lecture :
Figure 4 — Architecture du système HKXL
Le capteur Enovasense
Au cœur du système se trouve un capteur compact conçu pour pénétrer dans chaque alésage de cylindre. Le capteur est introduit par le dessus ; sa partie inférieure tourne pour balayer les 360° complets de l'alésage, et l'axe de hauteur adresse plusieurs positions verticales. De l'air est insufflé en continu sur la lentille de sortie pour éviter toute contamination par la poussière de revêtement, les brouillards d'huile ou les copeaux. Le diamètre standard de la sonde est de 66 mm, compatible avec la plupart des diamètres de cylindres ; la distance focale de la lentille de sortie peut être adaptée à d'autres diamètres d'alésage sur demande. Des configurations multi-capteurs— typiquement deux capteurs opérant en parallèle sur deux cylindres à la fois — sont disponibles pour réduire le temps de cycle par bloc.
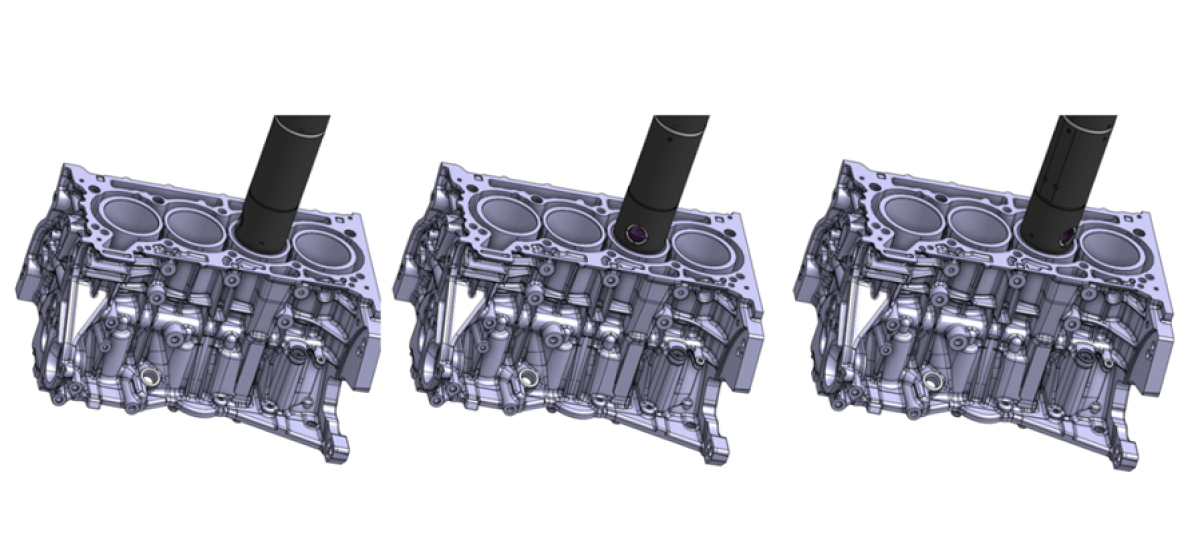
Rotation automatisée de la partie inférieure du capteur Enovasense pour le balayage de différents angles à l'intérieur de chaque alésage de cylindre
Cycle et cadence
Pour un bloc 4 cylindres mesuré avec 12 points par cylindre en configuration double capteur, le cycle de mesure complet prend environ 50 secondes, y compris le chargement automatique du bloc, le positionnement 3 axes, l'insertion de la sonde, le balayage 360°, le retrait de la sonde, l'affichage des données sur l'IHM, l'export CSV et le déchargement. Plusieurs modes de fonctionnement — Automatique standard, Création nouvelle pièce, Libre, Maintenance — couvrent la production, la création de recettes, la qualification et les interventions de maintenance. Un échantillon de calibration de référence est stocké dans une niche dédiée à l'intérieur de la machine et mesuré périodiquement pour vérifier que le capteur n'a pas dérivé.
Données, traçabilité et intégration MES
Tous les résultats d'épaisseur sont stockés à bord (horodatés) et visualisés sur un écran tactile de 27 pouces. Un export CSV est généré à la fin de chaque cycle et les données sont transmises en temps réel au réseau de l'usine via Ethernet (TCP/IP), permettant l'intégration avec le MES, le SPC ou les systèmes de supervision du client. Chaque mesure est tracée avec l'identifiant badge de l'opérateur, l'identifiant de la pièce, la référence de la pièce et la courbe de calibration utilisée — assurant une traçabilité complète de chaque bloc quittant la ligne.
Spécifications techniques — Enovasense HKXL
| Dimensions générales de la machine (L × l × H) | 2600 × 1300 × 2200 mm |
| Masse | ≈ 600 kg |
| Zone de mesure (XYZ) | 600 × 800 × 400 mm (ajustable) |
| Diamètre de la sonde (standard) | 66 mm — pour cylindres Ø 72,2 mm |
| Rotation de la sonde | Balayage angulaire 360° à l'intérieur de l'alésage |
| Longueur d'onde laser / puissance | 980 nm / 10 W |
| Reproductibilité | < 1 µm (selon le système optique sélectionné et l'épaisseur de la couche) |
| Temps de cycle (bloc 4 cyl., 2 sondes, 12 pts/cyl.) | ≈ 50 s |
| Alimentation électrique | 400 V — 50 Hz — ≈ 3 kVA |
| Alimentation pneumatique | > 5 bar, propre & sec |
| Interface données | Ethernet TCP/IP — Export CSV — Intégration MES / SPC |
| Sécurité | Barrière immatérielle, interrupteurs de porte magnétiques codés, 2 arrêts d'urgence, conforme CE |
| Émission acoustique | < 70 dB(A) |
| Température de fonctionnement | +5 °C à +50 °C |
Les spécifications sont indicatives et peuvent être adaptées aux exigences spécifiques du client.
Étapes de déploiement
Références
| Réference | Nom | Etat / Prix | Fiche technique |
|---|---|---|---|
| ARTICLE CYLINDER BLOCKS | Mesure d'Epaisseur Sans Contact De Revêtements Dans Les Carters Moteurs Automobiles |
Disponible
Sur devis |
Anglais |
Documents
| Type | Nom | Download |
|---|---|---|
| Certification | Application : Mesure d'épaisseur de revêtement acier dans bloc moteur cylindre en aluminium | Anglais |
