Produits / analyse sous-surface sans contact haute résolution - capteur champ hr
01 — Présentation du produit
Enovasense Field Sensor HR
Analyse sous la surface sans contact — 110 592 points en un seul cliché
Le Enovasense Field Sensor HR est un capteur d'imagerie photothermique laser qui analyse une surface entière en une seule fois — totalement sans contact, totalement non destructif, en quelques secondes. Au lieu de sonder un point à la fois, le Field Sensor HR éclaire une zone complète de la pièce, capte la réponse thermique via un détecteur matriciel IR dédié et renvoie une image de 384 × 288 pixels de ce qui se cache sous la surface.
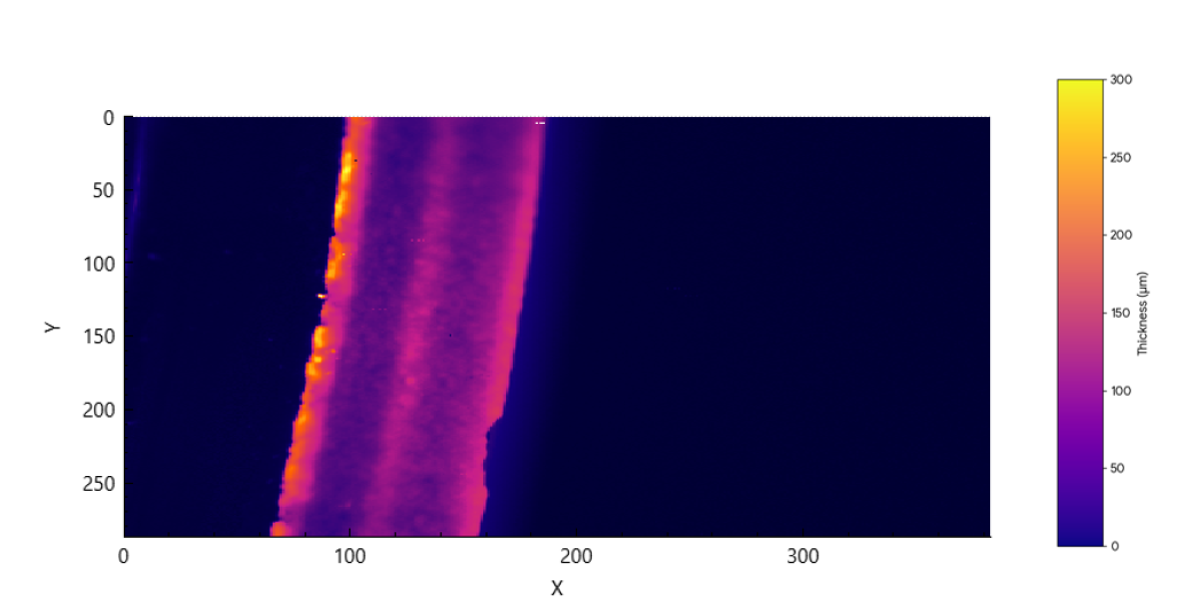
Il est utilisé pour détecter fissures, pin-holes, délaminations, défauts d'adhérence, soudures « fausses amies », défauts d'accostage (air gaps) et changements de matériau invisibles aux systèmes de vision — et pour cartographier l'épaisseur d'un revêtement sur toute la surface d'une pièce, sans automatisation, avec une résolution jusqu'à 29 µm par pixel.
Sans contact Non destructif Imagerie plein champ 110 592 points / cliché Sans automatisation Défauts sous-surfaciques
|
110 592 pts
Points capturés en un cliché sur une matrice 384 × 288
une surface entière analysée en moins d'une seconde
|
55 µm
Résolution spatiale par pixel sur la variante HR55
variantes 29 µm et 120 µm également disponibles
|
|
21×16mm
Champ de vision analysé en une acquisition (HR55)
jusqu'à 46 × 33 mm sur la variante HR120
|
1-1000µm
Plage de cartographie d'épaisseur sur une grande variété de revêtements
complétée par la détection qualitative de défauts
|
02 — Pourquoi choisir le Field Sensor HR
Cinq raisons qui justifient sa place sur une ligne de production
1. Sans contact, non destructif et indépendant du substrat
Le capteur fonctionne en projetant un faisceau laser modulé sur la pièce et en analysant la réponse thermique infrarouge avec un détecteur matriciel intégré. Aucune pointe de sonde ne touche la pièce, aucun échantillon n'est découpé, aucun rayon X n'est émis. La méthode est indifférente à la nature électrique ou magnétique du substrat — elle fonctionne sur métaux, aluminium, acier, polymères, verre et composites, et tolère les revêtements secs ou humides/non polymérisés ainsi que les pièces chaudes ou froides.
2. Une surface entière en un seul cliché — aucune automatisation requise
Là où un capteur ponctuel exige une platine XY ou un robot pour construire une cartographie, le Field Sensor HR capte le champ de vision complet en une seule fois. Plus de 100 000 pixels sont acquis en moins d'une seconde, chacun constituant une mesure photothermique indépendante. Les cartographies d'épaisseur, de défauts et d'adhérence qui nécessitaient autrefois une station de scan complète s'obtiennent désormais avec un capteur fixe et une pièce statique.
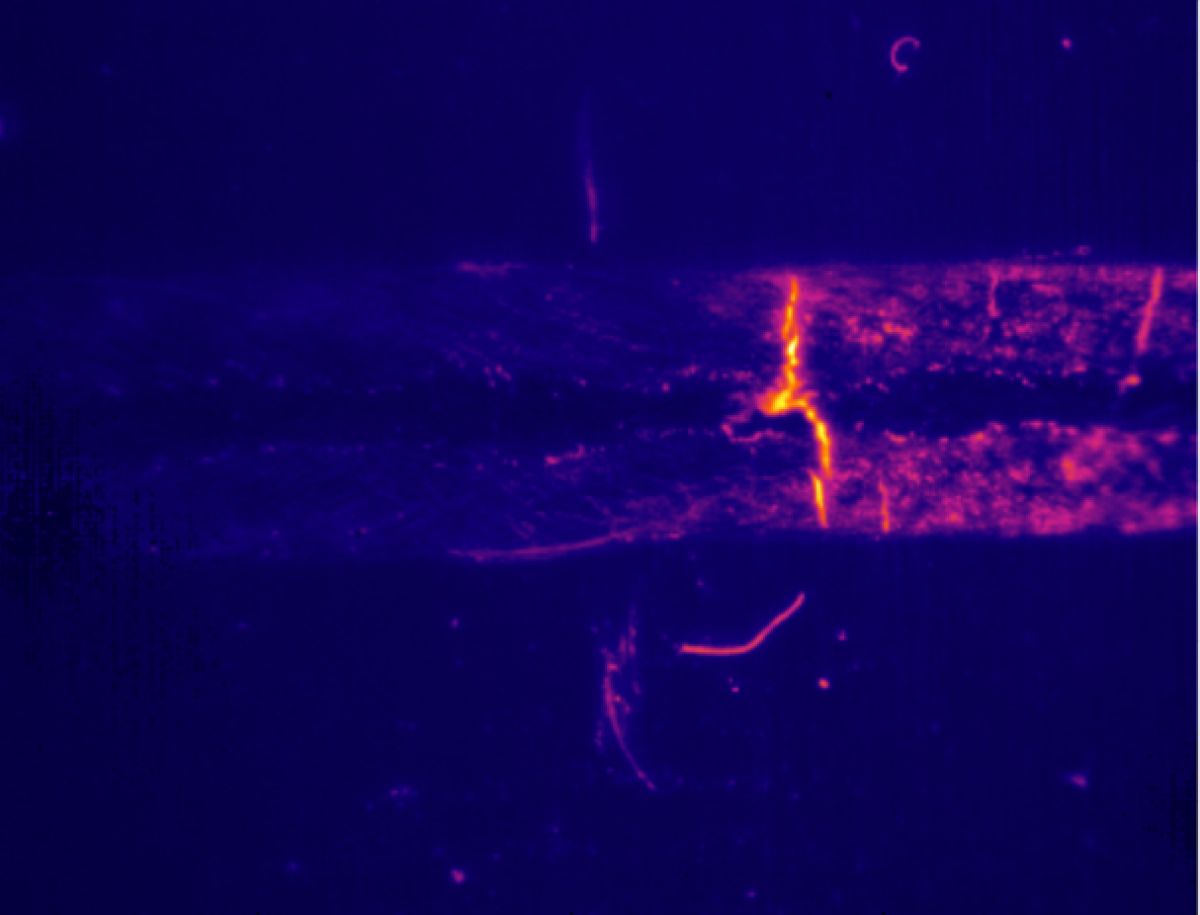
3. Voit ce que les systèmes de vision ne peuvent pas voir — défauts sous-surfaciques
Le signal est thermique, pas optique. Une soudure qui paraît parfaite sur une caméra mais qui n'est pas liée en dessous (une soudure « fausse amie ») est invisible à la vision machine — mais ressort immédiatement sur l'image du Field Sensor HR, car la chaleur ne peut pas diffuser à travers le contact absent. Le même principe détecte les défauts d'accostage (air gaps), délaminations, fissures sous-surfaciques, pin-holes, défauts d'adhérence et changements de matériau.
4. Tolérant aux géométries industrielles réelles
Le capteur fonctionne sur pièces planes, sur pièces courbes et sur surfaces inclinées jusqu'à ±50°, avec une tolérance en distance de ±1 mm à ±10 mm selon l'application. La rugosité, l'état de surface et la température de la pièce ne sont pas des facteurs bloquants — ce qui rend le Field Sensor HR utilisable directement sur pièces de production, sans préparation de surface.
5. Tête compacte, contrôleur 19" standard, intégration simple
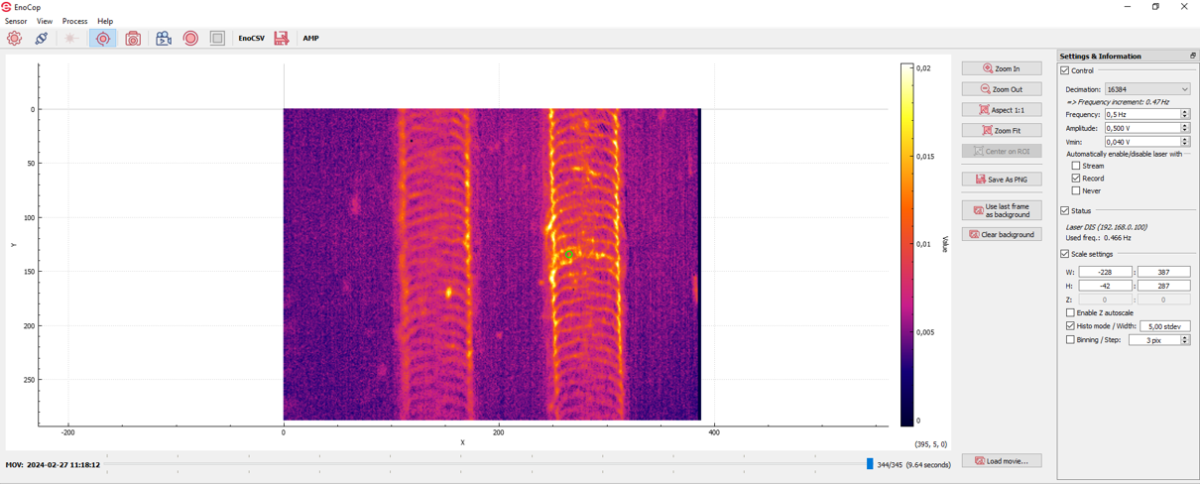
La tête de mesure est un bloc compact unique de 93 × 85 × 174 mm (400 g) qui se place face à la pièce. Le contrôleur est une unité rack 19" 3U standard (6 kg, 100–230 V AC) qui peut être logée dans une armoire électrique jusqu'à 10 m de distance, reliée à la tête par une fibre optique et un câble électrique. La sortie Ethernet TCP/IP alimente le logiciel dédié Enovasense Suite, qui inclut également un module ANN pour entraîner une classification pass/fail automatique.
03 — Applications
Où le Field Sensor HR est utilisé
Le Field Sensor HR est utilisé chaque fois qu'une zone — et non un point — doit être caractérisée : détection de défauts sur soudures et assemblages, contrôle qualité d'assemblages collés, cartographie d'épaisseur sur surface entière et inspection de pièces où l'information sous-surfacique est critique. Déploiements typiques :
| Automobile & e-mobilité | Détection de soudures fausses amies, détection d'air gaps sur soudures laser et ultrasoniques, inspection de l'accostage sur busbars de batteries, cartographie d'épaisseur de peintures et primaires |
| Aéronautique | Cartographie d'épaisseur de barrières thermiques et de revêtements abradables, détection de délaminations sur structures composites et collées, inspection de réparations par cold spray |
| Dispositifs médicaux | Contrôle plein champ de revêtements bioactifs et polymères sur implants, détection de pin-holes et défauts de revêtement sur instruments chirurgicaux |
| Industrie générale | Cartographie d'épaisseur de joints FKM et élastomères sur acier inoxydable, marquage émaillé sur verre, homogénéité de revêtements caoutchoutés, encres de sérigraphie |
| Électronique grand public | Inspection à travers l'isolation époxy pour vérifier la présence et la position de sous-composants |
| Semi-conducteurs | Détection de fissures de surface et de pin-holes sur wafers |
04 — Technologie
Le principe de l'imagerie photothermique laser plein champ
Un faisceau laser modulé est émis sur une zone de 21 × 16 mm de la pièce, générant une onde thermique contrôlée qui diffuse dans le matériau. Un détecteur matriciel IR intégré à la sonde capte l'onde de chaleur retour pour chaque pixel de la scène et extrait, pour chaque pixel, deux grandeurs physiques — le déphasage et le rapport d'amplitude entre la réponse thermique et la modulation du laser. Le résultat est une image complète 384 × 288 du comportement sous-surfacique de la pièce.
La diffusion de la chaleur étant localement perturbée par tout ce qui rompt la continuité thermique du matériau, l'image révèle ce qui se cache sous la surface : une interface de revêtement (cartographie d'épaisseur), une fissure ou un pin-hole (défaut de surface), un air gap ou une délamination (qualité de soudure), un sous-composant dissimulé sous une couche d'époxy ou une soudure fausse amie où la chaleur ne peut pas traverser l'interface non liée.
VIDÉO : PRINCIPE DE LA MESURE PHOTOTHERMIQUE LASER
Pourquoi cette technologie — en résumé
L'imagerie photothermique est entièrement optique et thermique : pas de contact avec la pièce, pas de couplage électrique ou magnétique, pas de rayonnement ionisant. Le capteur est indifférent aux propriétés magnétiques du substrat, à la rugosité de surface (dans une large plage), à la géométrie de la pièce (plane, courbe, inclinée jusqu'à ±50°) et à l'environnement de production (pièces chaudes ou froides, revêtements secs ou humides/non polymérisés). La calibration est construite une fois à partir d'échantillons de référence représentatifs, puis réutilisée indéfiniment en production.
05 — Caractéristiques techniques
Fiche technique complète — configuration Field Sensor HR55
Paramètres clés de performance
| Plage d'épaisseur mesurable (Ep) | 1 – 2000 µm (cartographie d'épaisseur de revêtement) |
| Champ de vision | 21 mm × 16 mm |
| Résolution spatiale | 55 µm par pixel |
| Taille de la matrice | 384 × 288 — 110 592 points par acquisition |
| Cadence de mesure | 1 Hz à 10 Hz pour l'image complète de 110 592 points |
| Tolérance angulaire | ±5° à ±50° (selon application) |
| Tolérance en distance | ±1 mm à ±10 mm (selon application) |
| Distance de travail | 50 mm (fixe) |
Tête de mesure — caractéristiques mécaniques et optiques

| Dimensions de la sonde (Lh × Wh × Hh) | 93 × 85 × 174 mm |
| Poids de la sonde | 400 g |
| Longueur d'onde du laser (λ) | 980 nm |
| Puissance laser maximale | 150 W (intensité laser maximale : 1,22 W/mm²) |
| Classe laser | Classe 4 (IEC 60825-1) |
| Température de fonctionnement de la sonde | < 35 °C ambiant |
Contrôleur / unité de calcul

| Format du contrôleur | Rack 19", 3U |
| Dimensions du contrôleur (L × P × H) | 444 × 310 × 133 mm |
| Poids du contrôleur | 6 kg (fiche technique) — jusqu'à 10 kg avec options |
| Alimentation | 100–230 V AC / 50–60 Hz |
| Interface de données | Ethernet TCP/IP — logiciel Enovasense Suite — compatible MES / SPC |
| Sécurité — connecteur d'interverrouillage | Laser locker / prêt pour boucle de sécurité |
| Température de fonctionnement | +5 °C à +50 °C |
| Fibre optique entre tête et contrôleur | 2 – 10 m, rayon de courbure minimal 50 mm |
| Câble électrique entre tête et contrôleur | 2 – 10 m, RJ45 |
Toutes les valeurs sont typiques. Les performances réelles dépendent de l'application et du revêtement ou défaut ciblé. Contactez Enovasense pour un diagnostic de performance sur vos échantillons spécifiques.
06 — Structure produit
Un capteur intégré — tête, contrôleur et logiciel en une seule livraison
Contrairement au Point Sensor d'Enovasense, le Field Sensor HR est livré comme un système entièrement intégré : la sonde de mesure, le contrôleur, les câbles de liaison et la suite logicielle font tous partie d'une référence unique. L'intégration dans une cellule de production est simple — placez la tête face à la pièce et installez le contrôleur dans une armoire jusqu'à 10 m de distance.
Figure 2 — Les quatre éléments d'un système Enovasense Field Sensor HR complet
Trois variantes de champ de vision disponibles. Le Field Sensor HR existe en trois versions partageant le même contrôleur, la même taille de matrice et la même distance de travail — seule l'optique frontale change. Choisissez la variante qui correspond à la taille de défaut ciblée et à la surface à couvrir.
07 — Variantes disponibles
Choisir le bon Field Sensor HR pour votre application
Trois variantes sont disponibles — elles diffèrent par le champ de vision et la résolution spatiale, tout en partageant la même matrice 384 × 288, la même distance de travail de 50 mm et la même source laser de 150 W à 980 nm. Utilisez le HR29 pour des inspections fines et haute résolution ; le HR55 pour les applications les plus courantes ; le HR120 pour couvrir de grandes surfaces en un seul cliché.
| Variante | Champ de vision | Résolution spatiale | Distance de travail | Usage typique |
|---|---|---|---|---|
| HR29 | 11 × 9 mm | 29 µm | 50 mm | Détection de défauts fins, petites features, cartographies haute résolution |
| HR55 | 21 × 16 mm | 55 µm | 50 mm | Variante polyvalente — meilleur compromis entre champ et résolution (réf. 5105791) |
| HR120 | 46 × 33 mm | 120 µm | 50 mm | Inspection grande surface, couverture de cordon de soudure entier, grandes pièces en un cliché |
Les trois variantes partagent la matrice détectrice 384 × 288, la distance de travail de 50 mm, la source laser à 980 nm d'une puissance maximale de 150 W, le contrôleur 19" 3U, la tolérance angulaire de ±50° et le même logiciel Enovasense Suite.
Contenu du pack
Un système Field Sensor HR complet est livré comme une référence unique et comprend :
| Désignation | Quantité |
|---|---|
| Sonde de mesure Enovasense Field Sensor HR | 1 |
| Contrôleur Enovasense Field Sensor HR (19" 3U) | 1 |
| Fibre optique entre sonde et contrôleur | 1 |
| Câble électrique RJ45 entre sonde et contrôleur | 1 |
| Câble d'alimentation | 1 |
| Logiciel Enovasense Suite (Eno2D — Launcher, Capture, Viewer, ANN, Quick) | 1 |
| Garantie 1 an, certificat CE, certificat de contrôle qualité | 1 |
08 — Accessoires et options
Quelques services et accessoires complémentaires sont disponibles pour soutenir le déploiement et la maintenance du Field Sensor HR :
| Référence | Accessoire / service |
|---|---|
| 5105893 | Service de maintenance annuelle — capteur |
| 5105894 | Service de maintenance annuelle — station de contrôle |
| 5105895 | Pack livraison et installation |
Le Field Sensor HR utilise une lentille frontale fixe et une distance de travail fixe de 50 mm — il n'y a pas de sélection d'outil optique comme pour le Point Sensor. Des supports d'intégration personnalisés, des enceintes de sécurité laser et un accompagnement en ingénierie d'application sont disponibles sur demande.
09 — Intégration optionnelle
Du capteur à la station de contrôle clé en main
Parce que le Field Sensor HR émet un laser de Classe 4, il est normalement déployé à l'intérieur d'une enceinte qui maintient la Zone Nominale de Risque Oculaire (NOHA) inaccessible à l'opérateur. Enovasense peut fournir le capteur intégré dans l'une de ses stations de contrôle — comprenant une enceinte de sécurité, un système de positionnement automatisé, un PC et une IHM dédiée — transformant le capteur brut en solution d'inspection laboratoire, en bord de ligne ou en ligne, clé en main. Le capteur doit être commandé séparément de la station.
| Référence | Nom | Automatisation | Encombrement (L × l × H) | Usage typique |
|---|---|---|---|---|
| 5104906 | HKL | Cartésien 3 axes | 825 × 1282 × 943 mm | Paillasses labo / R&D / QA pour pièces planes ou simples |
| 5105790 | HKL-R | Robot 6 axes | 1025 × 1282 × 943 mm | Pièces 3D complexes — aéronautique, turbines, implants médicaux |
Besoin d'aide pour définir votre inspection ? Le Field Sensor HR excelle dans l'analyse de zone — mais la bonne variante (HR29, HR55 ou HR120) et la bonne intégration dépendent de la taille des défauts, de la géométrie des pièces et du temps de cycle. Contactez Enovasense avec vos échantillons ou une description du défaut à détecter — nous vous proposerons la meilleure combinaison entre variante de Field Sensor, traitement logiciel et, si nécessaire, station de contrôle.

Références
| Réference | Nom | Etat / Prix | Fiche technique |
|---|---|---|---|
| DATASHEET FIELD SENSOR | Analyse Haute Résolution Sous la Surface Sans Contact - Capteur Champ HR |
Disponible
Sur devis |
Anglais |




