Applications / mesure d'epaisseur sans contact d'emaillage à toutes les etapes du process
01 — Introduction
Revêtement d’émail : un matériau vitrifié fusionné sur le métal et le verre
L’émail vitrifié — aussi appelé émail porcelaine — est une fine couche de verre fusionnée sur un substrat à haute température. Une fritte de verre finement broyée est appliquée sous forme de barbotine humide, de poudre sèche électrostatique ou de pâte sérigraphiée, séchée, puis cuite à environ 800–900 °C, où elle fond et se lie chimiquement à la pièce. Le résultat est une surface dure, brillante et chimiquement inerte qui résiste à la corrosion, à l’abrasion, aux températures élevées et à la plupart des acides et des bases.
Grâce à cette combinaison de propriétés, l’émail est la finition de choix dans de nombreuses industries : ustensiles de cuisine et de cuisson en fonte et en acier, moufles et plaques de fours électroménagers, réservoirs et ballons d’eau chaude à revêtement vitreux, réacteurs chimiques et pharmaceutiques, échangeurs de chaleur, panneaux architecturaux et signalétique, sanitaires, et impressions décoratives sur tables de cuisson vitrocéramiques.
Ustensiles de cuisine et de cuissonÉlectroménager et foursRéservoirs de stockage d’eauCuves chimiques et de procédéTables vitrocéramiquesPanneaux architecturaux
Une pièce émaillée comporte généralement une ou plusieurs couches fonctionnelles : une couche de fond appliquée en premier pour l’adhérence et la protection contre la corrosion, suivie d’une ou plusieurs couches de couverture qui apportent la couleur, la brillance et la résistance chimique finales. L’épaisseur totale après cuisson va couramment d’environ 10 µm pour les fines couches décoratives sérigraphiées jusqu’à environ 1 mm — et, plus rarement, au-delà — pour les revêtements vitreux épais, les couches de fond et les revêtements de réservoirs.
02 — Exigences qualité
Pourquoi le contrôle de l’épaisseur d’émail est essentiel
L’épaisseur de revêtement est l’un des paramètres qualité les plus critiques d’une pièce émaillée, et l’étape de cuisson la rend impitoyable : une fois l’émail cuit, il est chimiquement lié au substrat et ne peut plus être retravaillé. Une pièce non conforme est mise au rebut, pas reprise.
Trop fin : défauts de protection et piqûres
Une couche trop fine laisse le substrat exposé par des piqûres et des zones nues, supprimant la protection contre la corrosion et la protection chimique que l’émail est censé apporter. Sur l’acier et la fonte, cela entraîne une perforation par la rouille et une défaillance précoce ; sur les réservoirs d’eau et les cuves chimiques, même une zone fine localisée peut compromettre toute la pièce.
Trop épais : écaillage, déformation et gaspillage
Une couche surappliquée est tout aussi préjudiciable. Un excès d’émail est sujet à l’écaillage et à l’éclatement, à une mauvaise adhérence et à la déformation des panneaux lors de la cuisson, ainsi qu’à des défauts tels que l’écaillage en écailles de poisson (fish-scaling). Il gaspille aussi une fritte coûteuse et augmente l’énergie de cuisson.
Régularité : la clé du retour procédé
Au-delà des limites de conformité, cartographier l’uniformité de la couche sur la pièce révèle des problèmes d’application invisibles à l’œil — dérive du jet de pulvérisation, effets de cage de Faraday sur la poudre, égouttage irrégulier de la barbotine ou non-uniformités de trempage — bien avant qu’ils n’atteignent le four.
|
10 µm – 1 mm+
Plage d’épaisseur d’émail (jusqu’à ~1 mm, rarement plus)
|
Jusqu’à 15 %
Rebut dû à l’épaisseur seule
|
|
~800–900 °C
Cuisson — le point de non-retour
|
0,5–3 %
Précision de mesure RMS typique
|
03 — Enjeux de la mesure
Pourquoi une mesure sans contact et non destructive est essentielle
Les contraintes des lignes d’émaillage rendent la mesure d’épaisseur conventionnelle inadéquate. Obtenir des données fiables, représentatives et exploitables nécessite de surmonter plusieurs défis fondamentaux.
Le problème des techniques à contact
Les jauges d’épaisseur les plus courantes — sondes à courants de Foucault et à induction magnétique — sont à contact et nécessitent un revêtement consolidé sur un substrat métallique. Elles ne peuvent pas être utilisées sur les états fragiles et non consolidés de barbotine, de poudre ou de biscuit, que la pointe de la sonde détruirait tout simplement, et elles sont inutilisables sur les substrats en verre et vitrocéramiques. En pratique, elles requièrent aussi un opérateur formé, et seul un faible échantillon de pièces, statistiquement non représentatif, est mesuré.
L’intérêt de mesurer avant cuisson
Comme les jauges à contact ne fonctionnent qu’après cuisson, toute non-conformité est détectée au seul stade où l’on ne peut plus rien y faire. Mesurer l’état humide, poudre ou biscuit — avant l’entrée de la pièce dans le four — transforme le contrôle qualité : une pièce hors tolérance peut être retravaillée, ou décapée et ré-appliquée, avant que le cycle de cuisson énergivore ne soit consommé.
Le besoin d’automatisation en ligne
Les lignes d’émaillage modernes — panneaux d’électroménager sur convoyeurs, réservoirs ou lots d’ustensiles — fonctionnent à cadence élevée. Un contrôle d’épaisseur réellement efficace doit mesurer automatiquement, suivre les pièces en mouvement et transmettre les données en temps réel au système de supervision de la ligne. Ce niveau d’intégration est impossible avec une technologie à contact.
04 — Comparaison des technologies
Pourquoi la radiométrie photothermique laser est la solution idéale
La radiométrie photothermique laser (LPTR) — la technologie brevetée développée par Enovasense — résout toutes ces limitations dans un capteur unique, compact et intégrable. Un faisceau laser modulé en puissance génère une onde thermique contrôlée à la surface du revêtement ; l’onde diffuse dans la couche et rétro-diffuse à l’interface couche–substrat, et un détecteur infrarouge capte le flux thermique de retour. Le déphasage entre le laser émis et la réponse thermique est corrélé à l’épaisseur du revêtement, tandis que l’amplitude du signal révèle les défauts tels que la porosité ou le manque d’adhérence.
Comme la mesure repose sur la diffusion de la chaleur plutôt que sur un contact ou un couplage magnétique, elle fonctionne aussi bien sur l’émail cuit que non cuit, est indépendante de la couleur et du pigment et — point crucial pour l’émail — fonctionne sur les substrats en verre et vitrocéramiques, là où les courants de Foucault échouent.
| Critère | Photothermique laser Enovasense (LPTR) | Courants de Foucault / induction magnétique | Microscopie en coupe (destructive) |
|---|---|---|---|
| Mesure sans contact | Oui | Non — contact de sonde requis | Non — la pièce est découpée |
| Mesure avant cuisson (barbotine · poudre · pâte · biscuit) | Oui — à chaque état du procédé | Non — le contact détruit la couche non cuite | Non |
| Fonctionne sur substrat verre / vitrocéramique | Oui — absorption en chaleur | Non — nécessite un substrat métallique | Partiel — préparation d’échantillon délicate |
| Non destructive | Oui | Oui | Non — la pièce est détruite |
| Détection de défauts / porosité / adhérence | Oui — signal d’amplitude | Non | Partiel — visuel, par échantillonnage seulement |
| Cartographie plein champ / 100 % | Oui — avec le Field Sensor | Échantillonnage seulement | Échantillonnage seulement |
| Tolère les surfaces biscuit rugueuses et poreuses | Oui | Partiel — zones planes seulement | S.O. |
| Automatisation en ligne possible | Oui — conçu pour les lignes automatisées | Difficile — opération manuelle | Non |
| Vitesse de mesure | <1 s par point | ~1 s par point — repositionnement manuel | Heures par échantillon |
Un autre avantage pratique à l’état cuit est qu’un seul étalonnage couvre toutes les couleurs d’émail sur un substrat donné, de sorte que de nombreuses références de production peuvent être mesurées sans réétalonnage entre les changements de couleur.
05 — Performances métrologiques
Les performances de la technologie photothermique laser Enovasense sur l’émail
Les performances de la LPTR sur l’émail ont été validées sur quatre applications industrielles représentatives couvrant tous les états du procédé — barbotine, poudre, pâte, biscuit et cuit — et plusieurs substrats, de la fonte et l’acier au verre vitrocéramique.
Application 1 — Cocottes en fonte (biscuit et cuit, sur fonte)

Une première couche d’émail anticorrosion sur des cocottes en fonte, appliquée par barbotine humide et mesurée à la fois à l’état biscuit séché et après cuisson.
Dix échantillons ont été préparés à différents niveaux d’épaisseur d’émail. À l’état biscuit séché, dix mesures photothermiques ont été prises à différents endroits de chaque échantillon pour extraire le déphasage ; les échantillons ont ensuite été cuits et mesurés par microscopie en coupe transversale comme référence destructive. En moyenne par échantillon, le déphasage à l’état biscuit est corrélé à l’épaisseur finale après cuisson à 98,61 % — ainsi, une fois étalonné, le capteur prédit l’épaisseur cuite directement à partir d’une mesure à l’état biscuit, avec un écart absolu moyen de 1,4 µm par rapport à la coupe transversale. La répétition de l’essai à l’état cuit a donné une corrélation comparable de 98,42 % (écart moyen de 1,2 µm). Des résultats similaires ont été obtenus sur la seconde couche de couverture colorée.
Paramètres du capteur
|
98,6 %
Corrélation — état biscuit vs référence cuit
|
1,4 µm
Écart absolu moyen à la coupe transversale
|
|
98,4 %
Corrélation — état cuit vs référence
|
1,2 µm
Écart absolu moyen à la coupe transversale
|
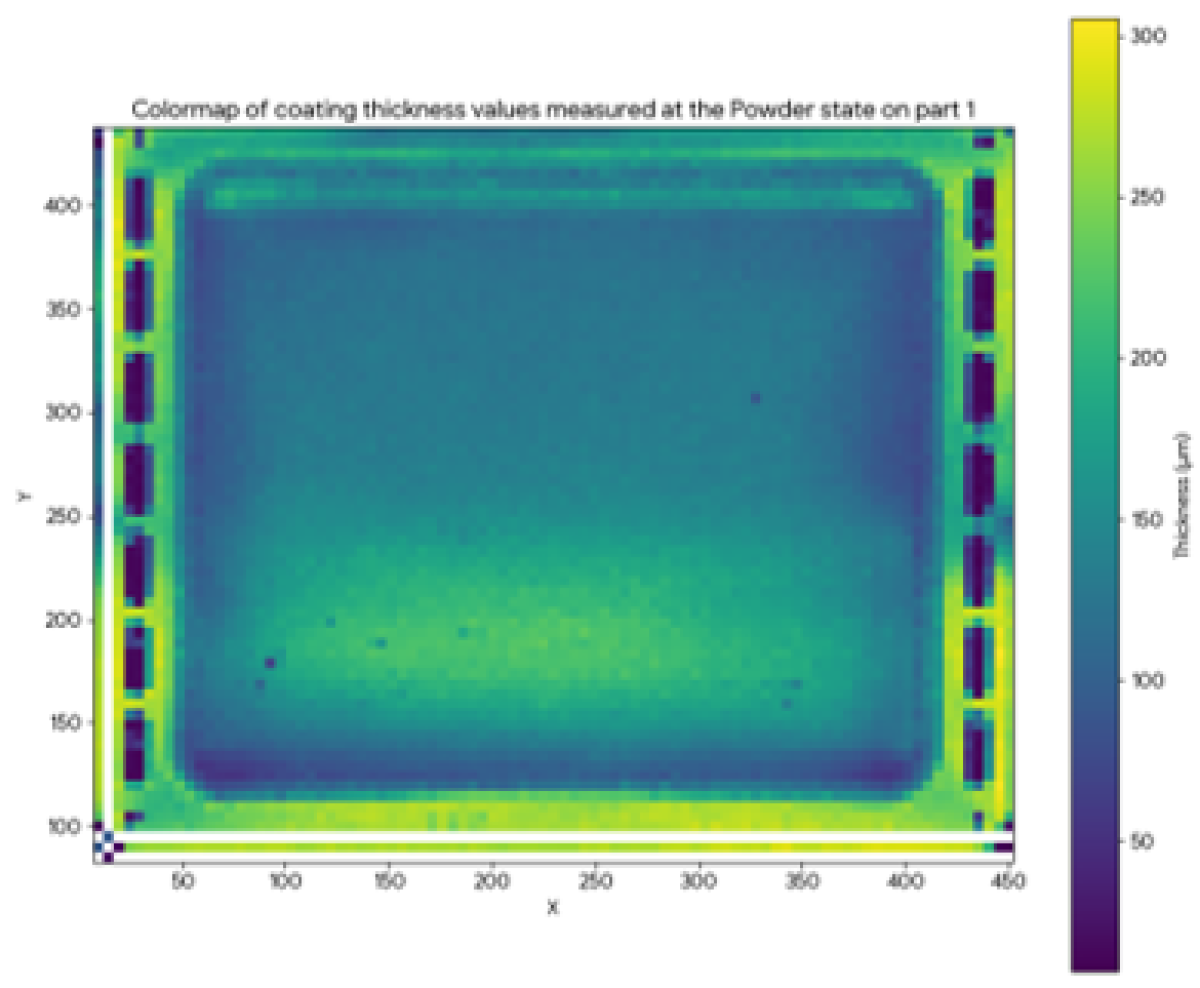
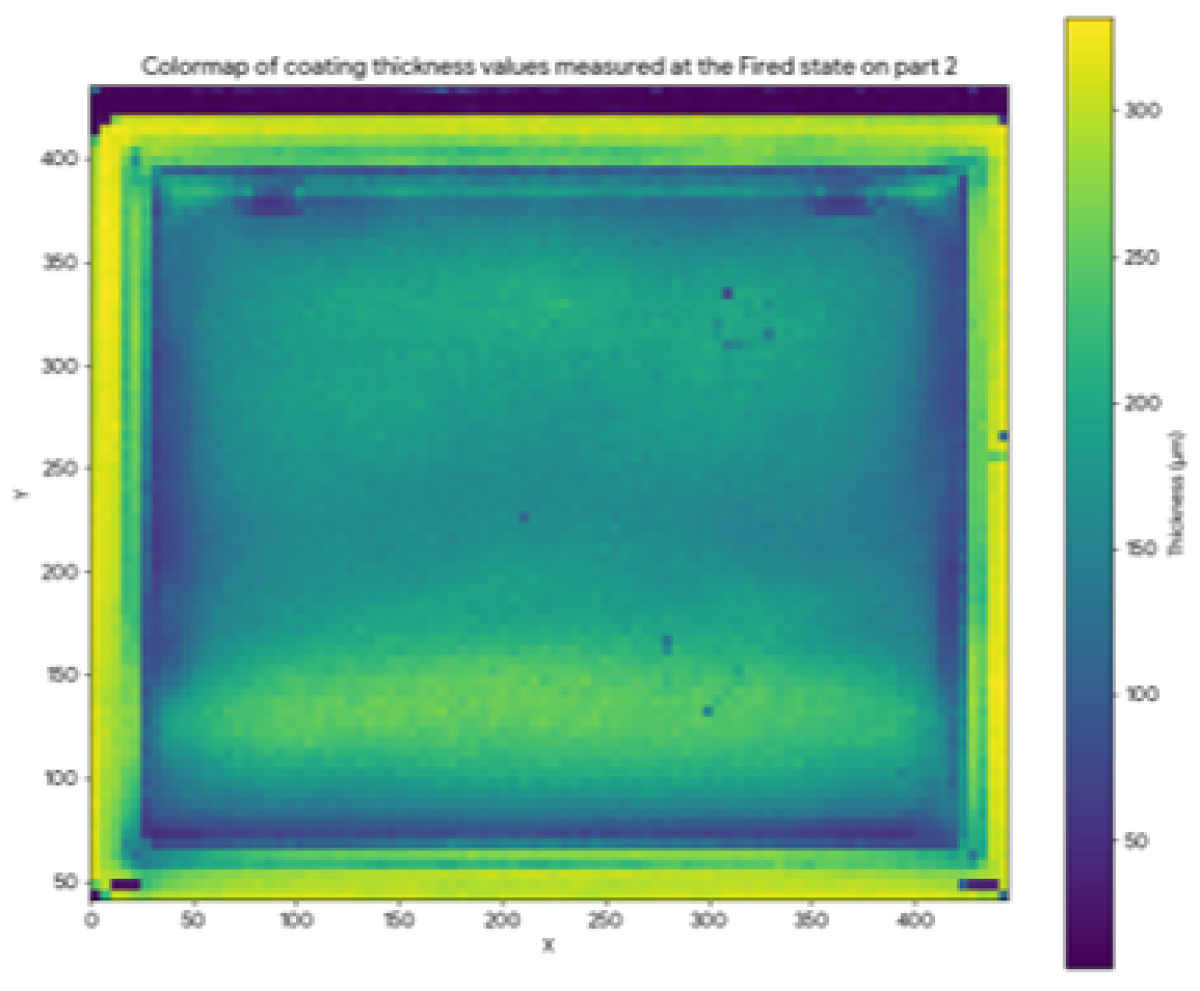
Application 2 — Plaques de four (poudre et cuit, sur acier)
Un revêtement d’émail poudre sec sur des plaques de four en acier, cartographié à l’état poudre et après cuisson. Les courants de Foucault ne peuvent pas mesurer l’état poudre — le contact effacerait le revêtement — tandis que la mesure photothermique cartographie toute la pièce et repère la surpulvérisation sur le bord inférieur avant toute dépense d’énergie de cuisson.
Deux plaques ont été testées : la pièce 1 à l’état poudre, puis cuite et mesurée avec une référence à courants de Foucault, et la pièce 2 directement à l’état cuit.

La corrélation des mesures photothermiques à l’état poudre sur la pièce 1 avec les valeurs des courants de Foucault, sur des zones d’épaisseur de 100 à 350 µm, donne une corrélation de 96 % ; la comparaison à l’état cuit sur la pièce 2 atteint 97 %.
Une cartographie d’épaisseur complète a également été réalisée à l’état poudre en déplaçant le capteur Point selon une grille au pas de 5 mm couvrant toute la plaque — la cartographie obtenue a mesuré correctement chaque position et a clairement révélé une zone de surpulvérisation en bas de la pièce, le tout avant toute dépense d’énergie de cuisson.
Paramètres du capteur
|
96 %
Corrélation à l’état poudre (100–350 µm, vs courants de Foucault, cuit)
|
97 %
Corrélation à l’état cuit (100–350 µm, vs courants de Foucault)
|
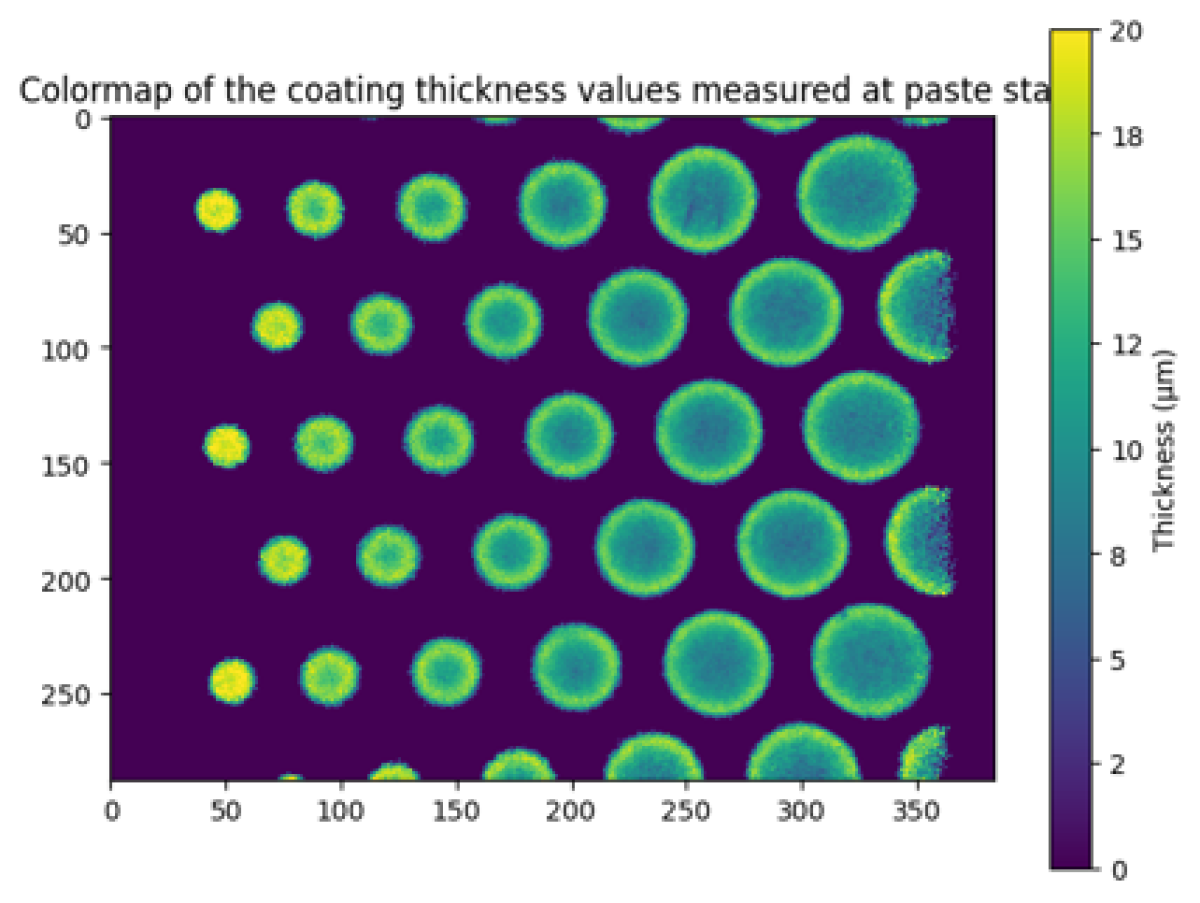
Application 3 — Verre vitrocéramique (état pâte)
Un fin émail sérigraphié sur verre vitrocéramique — environ 10 µm — capturé à l’état pâte avec le Field Sensor en une seule prise plein champ. Aucun niveau de référence du verre n’est nécessaire et aucun déplacement du capteur n’est requis ; la cartographie plein champ résout les bords surélevés de chaque point imprimé, une signature typique de la sérigraphie.
L’alternative conventionnelle sur le verre consiste à mesurer la hauteur des marquages imprimés par rapport au niveau du verre nu avec un capteur de profil — mais cela n’est précis qu’à proximité des bords du marquage, là où une référence verre est disponible, nécessite un déplacement mécanique et un référencement d’inclinaison, et une sonde à contact est déconseillée sur la pâte fragile. Le Field Sensor, lui, image toute la zone de 21 × 15 mm en une seule prise d’une seconde : chacun de ses 384 × 288 pixels renvoie une épaisseur locale sur une zone de 55 µm. Sur un verre vitrocéramique imprimé de points de tailles diverses, mesuré avant cuisson, la cartographie d’une seconde résout les bosses surélevées au bord de chaque point — un motif caractéristique de la sérigraphie — sans niveau de référence verre et sans capteur mobile.
Paramètres du capteur
|
110 592 pts
Acquisition plein champ en une seule prise
|
55 µm
Résolution spatiale par pixel
|
Application 4 — Réservoirs de stockage d’eau (barbotine humide et cuit, sur acier)
Les réservoirs de stockage d’eau en acier à revêtement vitreux portent une épaisse couche d’émail appliquée sous forme de barbotine humide puis cuite. Le contrôle de ce revêtement est critique : une zone fine localisée expose l’acier à la corrosion pendant toute la durée de vie du réservoir. L’émail a été mesuré à deux états — la barbotine humide appliquée et le revêtement cuit — par rapport à deux techniques de référence indépendantes.
Paramètres du capteur
État humide — comparé à une jauge à disque à contact sur film humide, la seule option conventionnelle sur une barbotine fraîche (et qui perturbe le film qu’elle mesure) :
État cuit — comparé aux courants de Foucault sur le revêtement cuit, le capteur suit fidèlement la référence jusqu’à environ 1 mm, au-delà de quoi le signal sature :
06 — Intégration industrielle
Comment intégrer les capteurs Enovasense sur une ligne d’émaillage
Selon que la mesure est requise hors ligne au contrôle qualité, sous forme de cartographie plein champ haute résolution, ou entièrement en ligne sur un convoyeur d’émaillage poudre, Enovasense propose trois voies d’intégration complémentaires bâties sur le même capteur LPTR breveté.
HKL — station de contrôle hors ligne
La HKL est une station de contrôle hors ligne compacte pour le contrôle qualité en laboratoire et en fin de ligne. Un capteur Enovasense Point est positionné sur une série de points de mesure répartis sur une pièce — ou un lot de pièces — pour enregistrer l’épaisseur selon une séquence rapide et répétable. Elle convient naturellement aux ustensiles de cuisine, aux composants de réservoirs et aux plaques inspectés au laboratoire qualité, et bénéficie de la faible sensibilité de la technologie à la position, à la courbure et à la forme de la pièce.
Field Sensor — imagerie plein champ en une prise
Le Field Sensor est une tête d’imagerie tout-en-un qui capture 384 × 288 — 110 592 points de mesure — en une seule acquisition d’environ une seconde, avec une taille de pixel de 55 µm et sans capteur mobile. Il est idéal pour la cartographie d’épaisseur haute résolution et la détection de défauts : résoudre les impressions sérigraphiées sur verre vitrocéramique, ou cartographier la surpulvérisation sur un panneau entier revêtu de poudre.
HSR — station en ligne clé en main pour l’émail poudre
Pour un contrôle en ligne automatisé sur une ligne d’émaillage poudre électrostatique, la plateforme HSR est une station de mesure clé en main entièrement autonome, installée le long du convoyeur — sans contrôleur externe, station d’alimentation ni refroidissement par eau. Une tête de capteur compacte sur un portique motorisé 3 axes, guidée par un module de suivi à laser structuré, détecte automatiquement les pièces en mouvement et exécute la séquence de mesure sans intervention d’opérateur, en s’adaptant aux géométries de pièces variables dans une grille prédéfinie.
Étapes de déploiement (HSR)
Préparation du site
Le client fournit une prise 230 V / 16 A et un point réseau Ethernet à l’emplacement de la machine. Aucun air comprimé ni refroidissement par eau requis.
Phase de conception et d’ingénierie
Enovasense fournit les plans d’implantation mécanique, les schémas électriques, l’analyse des risques de sécurité (EN 13849-1) et la description fonctionnelle dans les 4 semaines suivant la commande.
Test de réception en usine
Test fonctionnel réduit réalisé dans les locaux d’Enovasense avant livraison pour valider la conformité de toutes les fonctions HSR au cahier des charges.
Installation, mise en service et formation
Installation et réglage sur site de la machine complète, suivis de sessions de formation Expert, Opérateur et Maintenance dispensées sur site. Documentation complète fournie (certificat CE, manuels utilisateur, plans électriques et mécaniques).
Garantie de 12 mois et support continu
Garantie machine complète de 12 mois après réception provisoire, avec engagement d’intervention sous 1 semaine. Contrat de maintenance annuel optionnel couvrant la hotline, une visite de maintenance préventive et les mises à jour logicielles.

