Applications / mesure d'epaisseur en ligne de revêtements sur profilés epdm
01 — Introduction
Revêtements sur profilés d'étanchéité de porte en EPDM : une fine couche qui détermine la qualité perçue
Les joints de porte modernes, d'encadrement de vitre et de coffre des véhicules automobiles sont construits autour de profilés en EPDM (éthylène-propylène-diène monomère) extrudés — un élastomère chimiquement inerte qui offre la résistance à long terme à l'eau, à la poussière, à l'ozone et aux cycles thermiques qu'exigent les carrosseries automobiles. Pour transformer un profilé EPDM nu en un système d'étanchéité fini, un ou plusieurs revêtements minces sont appliqués juste après l'extrusion, avant que le profilé ne soit coupé, enroulé et expédié à l'usine d'assemblage.
Plusieurs familles de revêtements sont couramment déposées le long d'une ligne d'extrusion, chacune répondant à un besoin fonctionnel distinct :
Slip-coat à base solvant Slip-coat à base aqueuse Laque GRC Primaire d'adhérence Couche de finition anti-friction
Les slip-coats réduisent la friction entre le joint et la vitre en mouvement ou la carrosserie peinte, ce qui détermine directement l'effort de fermeture de porte perçu et l'absence de bruits de crissement. Les laques GRC (Glass Run Channel) ajoutent une couche plus épaisse et structurée à l'interface de la glissière de vitre pour résister à des centaines de milliers de cycles d'ouverture. Les primaires d'adhérence préparent la surface de l'EPDM en vue du flocage ultérieur ou de l'assemblage par collage à d'autres éléments du système d'étanchéité. Les revêtements ont typiquement une épaisseur de quelques micromètres à une centaine de micromètres — et c'est leur épaisseur réelle qui détermine le comportement à long terme du joint en service.
Figure 1 — Séquence de production d'un profilé d'étanchéité EPDM
02 — Exigences de qualité
Pourquoi l'épaisseur du revêtement est devenue une spécification 100 % en ligne
L'épaisseur réelle du revêtement conditionne la performance à long terme d'un joint EPDM — et la fenêtre de tolérance est étroite. En dessous, le joint ne remplit pas sa fonction ; au-dessus, de la matière est gaspillée et le revêtement lui-même devient plus sensible à la fissuration. Trois facteurs indépendants convergent pour faire de l'épaisseur le paramètre qualité critique de toute la chaîne de production.
Une couche à fonction critique avec une fenêtre de tolérance étroite
Trop fine : la friction n'est pas correctement réduite — les efforts de fermeture de porte augmentent, le risque de crissement croît et l'usure de la glissière s'accélère sur la durée de vie du véhicule. Trop épaisse : de la matière est gaspillée en quantité significative sur les multiples kilomètres de profilé produits annuellement par un fournisseur de systèmes d'étanchéité, les fours de séchage sont poussés hors spécification, et le revêtement lui-même devient plus sujet à la fissuration sous flexion répétée. La fenêtre de tolérance d'épaisseur ne fait typiquement que quelques micromètres de large — et elle doit être respectée sur des kilomètres de profilé en défilement.
Uniformité du revêtement le long et autour du profilé
Les revêtements sur EPDM sont appliqués par buse de pulvérisation, station de trempage ou rouleau calibré, selon l'architecture de la ligne. Ces trois modes de dépôt sont sensibles à la dérive : viscosité de la peinture, vitesse de ligne, encrassement de buse, centrage du profilé, température de four — chaque paramètre affecte directement le film déposé. Le film appliqué est également rarement identique tout autour de la section du profilé : la géométrie du jet de pulvérisation, l'orientation du profilé et la géométrie locale des sections complexes (lèvres, bulbes, inserts) génèrent des variations angulaires d'épaisseur que seule une mesure ponctuelle en plusieurs positions permet de résoudre.
Exigences des OEM pour la mesure en ligne
Les OEM premium imposent de plus en plus la mesure d'épaisseur de revêtement 100 % en ligne et non destructive comme spécification contractuelle pour les nouveaux appels d'offres de systèmes d'étanchéité — n'acceptant plus la pratique historique d'une coupe destructive par bobine ou par poste. Plusieurs constructeurs premium allemands et asiatiques exigent désormais de leurs fournisseurs de profilés EPDM la livraison d'un enregistrement continu et traçable de l'épaisseur sur chaque mètre de profilé expédié. Le raisonnement est simple : une non-conformité détectée sur un échantillon prélevé sur une bobine ne protège pas les plusieurs centaines de mètres de profilé déjà revêtus, conditionnés et expédiés ensuite. La mesure en ligne continue est le seul moyen de garantir la traçabilité et le contrôle de procédé en boucle fermée qu'un constructeur moderne attend de son équipementier de rang 1.
|
< 1 µm
Répétabilité obtenue sur revêtements EPDM (dépend du système optique sélectionné et de l'épaisseur de la couche)
|
> 99 %
Corrélation linéaire R² avec la mesure de référence destructive
|
|
1 / 5 s
Cadence typique de mesure en ligne — configurations plus rapides disponibles
|
100 %
Couverture en ligne — chaque mètre de profilé, chaque production, en temps réel
|
03 — Défis de mesure
Pourquoi les méthodes d'inspection conventionnelles ne permettent pas un contrôle d'épaisseur en ligne
Deux méthodes sont largement utilisées aujourd'hui sur les lignes de revêtement EPDM. Chacune résout une partie du problème ; aucune ne fournit les données d'épaisseur continues, quantitatives et non destructives qu'une spécification OEM exige désormais.
Microscopie sur coupe destructive
La microscopie sur coupe est la méthode de référence pour la mesure absolue d'épaisseur de revêtement sur EPDM. Une longueur de profilé est sectionnée puis observée au microscope optique. Le résultat est précis et traçable — mais chaque mesure exige jusqu'à une heure de temps opérateur qualifié par échantillon, la section de profilé prélevée est détruite et ne peut être vendue, et le résultat n'est disponible que plusieurs dizaines de minutes après que le profilé a été effectivement revêtu. Les fabricants de profilés s'appuient donc historiquement sur des contrôles destructifs espacés (un par bobine, un par poste) — laissant de longues portions de profilé en défilement non contrôlées entre deux mesures, et ne détectant la dérive que longtemps après que des milliers de mètres de matière hors spécification ont déjà été expédiés.
Inspection UV et vérification par traceur fluorescent
Une pratique courante en atelier consiste à ajouter un traceur fluorescent à la formulation du revêtement et à inspecter visuellement le profilé en défilement sous lumière UV. Cette méthode confirme seulement la présence ou l'absence de la couche de revêtement — elle ne peut pas quantifier son épaisseur. Un profilé portant un slip-coat de 3 µm fluoresce aussi intensément qu'un profilé portant un revêtement de 25 µm, alors que le second a consommé plus de huit fois la matière du premier et se comporte très différemment en service. L'inspection UV ne détecte donc que les défauts catastrophiques — un arrêt du pistolet de pulvérisation, une section manquante — et reste structurellement aveugle à la dérive d'épaisseur qu'une spécification OEM exige désormais de surveiller et de réinjecter en boucle fermée dans le procédé de dépôt.
L'argumentaire pour une inspection sans contact, en ligne et quantitative
Mesurer quantitativement, sans destruction et sur chaque mètre de profilé en défilement transforme le paradigme qualité :
- Épaisseur quantitative en micromètres — pas seulement un verdict binaire de présence/absence.
- Non destructif et sans contact — la surface EPDM fraîchement revêtue, encore souple, n'est jamais touchée, et chaque mètre de profilé est vendu.
- Continu et en ligne — la dérive est détectée après quelques mètres plutôt qu'après une bobine entière, permettant une action corrective immédiate sur la station de revêtement.
- Rétroaction en boucle fermée — la valeur de mesure est transmise en temps réel à l'automate de ligne et au MES de l'usine.
- Compatible avec les spécifications OEM — traçabilité complète de chaque mètre, conformément aux clauses de mesure en ligne des cahiers des charges des OEM premium.
04 — Comparaison des technologies
Pourquoi la radiométrie photothermique laser est la solution idéale
La radiométrie photothermique laser brevetée d'Enovasense résout en un seul capteur les limites des méthodes existantes. Un faisceau laser modulé chauffe la surface du revêtement ; un détecteur infrarouge capte le profil temporel du flux thermique réémis ; l'épaisseur du revêtement est extraite du retard caractéristique de cette réponse thermique. La méthode est totalement sans contact, non destructive, quantitative, et compatible avec les vitesses et les géométries d'une ligne d'extrusion EPDM.
Technologie validée — protégée par brevet. La radiométrie photothermique laser d'Enovasense est un principe de mesure breveté, validé par des essais industriels chez des équipementiers européens de rang 1 du secteur de l'étanchéité, sur slip-coats à base solvant et à base aqueuse ainsi que sur laques GRC plus épaisses, sur finitions de revêtement lisses et structurées, et aux vitesses de ligne typiques de l'extrusion de profilés EPDM.
| Critère | Photothermique laser Enovasense | Microscopie sur coupe | UV / traceur fluorescent |
|---|---|---|---|
| Mesure sans contact | Oui | Non — le profilé est sectionné | Oui |
| Non destructif | Oui | Non — échantillon détruit | Oui |
| Épaisseur quantitative en µm | Oui — chaque mètre | Oui — méthode de référence | Non — présence uniquement |
| Compatible avec la spécification OEM en ligne | Oui | Non — échantillonnage uniquement | Partielle — pas de données d'épaisseur |
| Couverture d'inspection 100 % | Réalisable | Non — ≈ 1 échantillon / poste | Binaire uniquement |
| Répétabilité (écart-type) | < 1 µm | Méthode de référence | Non applicable |
| Temps opérateur par échantillon | Aucun — automatique | 1 à 2 h par échantillon | Inspection visuelle |
| Rétroaction en boucle fermée vers la station de revêtement | Oui — données temps réel vers le MES | Non — différée de plusieurs heures/jours | Non |
Les valeurs de répétabilité dépendent du système optique sélectionné et de l'épaisseur de la couche. La microscopie sur coupe est utilisée comme méthode de référence destructive pour la régression d'étalonnage.
05 — Performance métrologique
Précision validée et répétabilité sub-micrométrique sur EPDM
La performance de la radiométrie photothermique laser d'Enovasense sur revêtements EPDM a été validée par une étude d'étalonnage réalisée sur un ensemble d'échantillons de référence couvrant toute la plage d'épaisseur pertinente pour les applications d'étanchéité automobile, et par des essais industriels directement sur une ligne d'extrusion client.
Les valeurs de répétabilité et de précision indiquées ci-dessous correspondent à une configuration représentative pour la mesure de slip-coat sur EPDM. La performance réelle pour une application donnée dépend du système optique sélectionné (focale, ouverture numérique, paramètres laser) et de la plage d'épaisseur du revêtement mesuré.
Régression d'étalonnage : linéarité vis-à-vis de la référence destructive
Cinq échantillons de référence couvrant la plage 4,8 µm à 24,4 µm de slip-coat sur substrat EPDM ont été mesurés au palmer à bille (méthode de référence) et par le capteur photothermique laser Enovasense. Le capteur a été étalonné contre les valeurs de référence ; pour chaque échantillon, dix points de vérification ont été moyennés et comparés à la moyenne de référence. La corrélation obtenue est présentée en Figure 2.
Figure 2 — Étalonnage : Enovasense vs référence palmer à bille
5 échantillons de référence (4,8 ; 9,6 ; 15,6 ; 20,4 ; 24,4 µm) — moyenne Enovasense sur 10 points de vérification par échantillon comparée à la moyenne de référence au palmer à bille sur 5 points par échantillon.
La régression linéaire fournit un coefficient de détermination R² = 99,14 %, confirmant qu'une seule courbe d'étalonnage linéaire couvre toute la plage d'épaisseur avec des résidus du même ordre que le bruit d'échantillonnage de la méthode de référence elle-même. Une corrélation supérieure à 99 % sur plus de cinq fois la valeur du plus fin échantillon constitue le socle métrologique qui rend crédible le contrôle de procédé en ligne.
Répétabilité : écart-type sub-micrométrique
La répétabilité a été évaluée par dix mesures consécutives exactement au même point sur un échantillon à 14,5 µm. La dispersion de ces dix mesures caractérise la finesse avec laquelle le capteur peut résoudre une dérive réelle du procédé sur la ligne de production.
Figure 3 — Répétabilité : 10 mesures consécutives au même point
Dix mesures Enovasense successives au même point — écart-type de 0,88 µm sur un revêtement d'environ 14,5 µm, plus d'un ordre de grandeur en dessous de la résolution typiquement requise pour le contrôle en ligne de slip-coat.
Avec un écart-type de 0,88 µm sur un revêtement d'environ 14,5 µm, le capteur Enovasense offre une répétabilité sub-micrométrique qui permet la détection de dérives du procédé bien en deçà de la bande de tolérance typique d'une spécification de slip-coat EPDM. Cette marge est décisive pour le contrôle de procédé en boucle fermée : elle permet de détecter et de corriger l'usure de buse, la dérive de viscosité et les fluctuations de vitesse de ligne avant qu'elles ne génèrent de la matière non conforme.
Validation en ligne sur une ligne d'extrusion EPDM en production
Au-delà de l'étude d'étalonnage hors ligne, la technologie a été validée par des essais industriels directement sur une ligne d'extrusion EPDM client, avec le capteur installé quelques mètres en aval de la station de revêtement. Les enseignements de ces essais :
- Mesure continue réussie sur les finitions de surface de revêtement à la fois lisses et structurées.
- Validation sur plusieurs chimies de revêtement — slip-coats à base solvant et à base aqueuse, ainsi que laques de type GRC plus épaisses, jusqu'à environ 100 µm.
- Aucune influence de la température du profilé : la mesure est robuste à la chaleur résiduelle du profilé fraîchement revêtu après polymérisation.
- Épaisseurs différentes correctement résolues en différentes positions angulaires autour de la section du profilé.
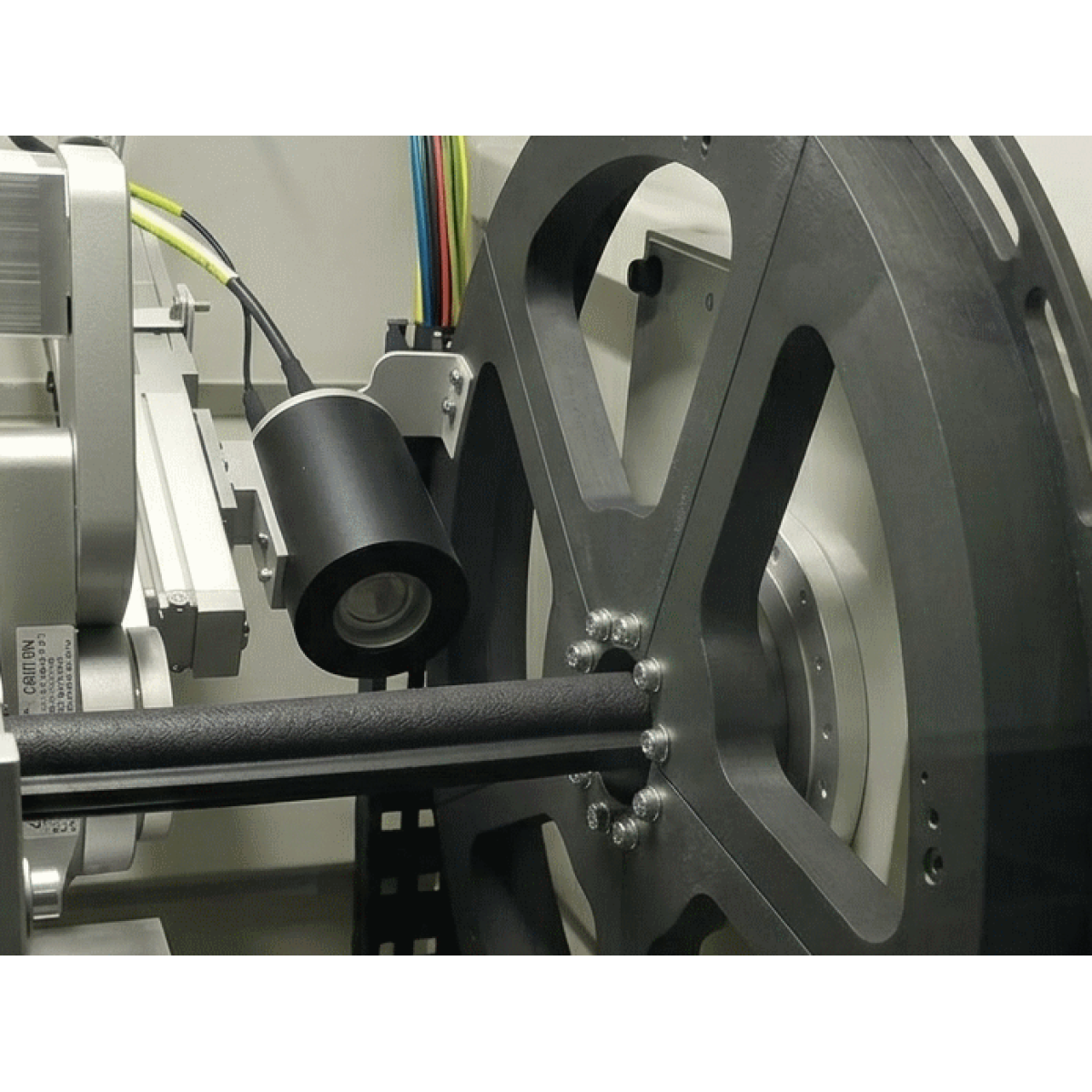
- Configuration de ligne typique : distance de travail de 35 mm, 1 mesure toutes les 5 secondes, encombrement compact du capteur, interaction sans contact avec le profilé fraîchement revêtu.
- Déploiement plug-and-play, logiciel intuitif, opérationnel dès le premier jour.
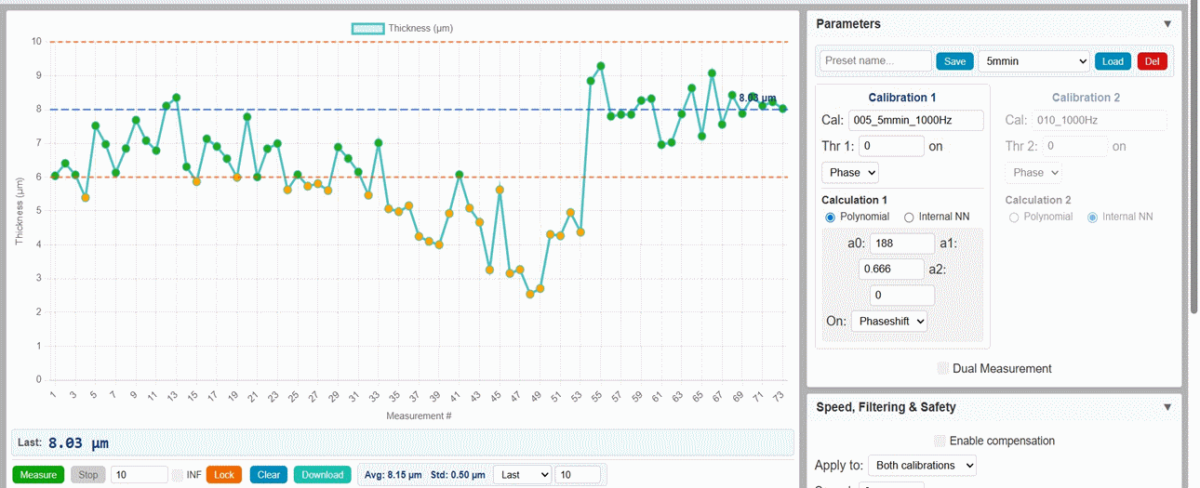
Vue de l'interface logicielle en ligne avec statistiques de mesure, réglage des tolérances et alarme en cas de dérive significative
06 — Intégration industrielle
Deux niveaux de déploiement — du support manuel à la solution clé en main automatisée 360°
Selon la ligne existante du client, l'espace disponible et le niveau d'automatisation requis, Enovasense propose deux niveaux de déploiement pour la mesure d'épaisseur de revêtement EPDM en ligne. Les deux niveaux partagent le même capteur compact plug-and-play et le même logiciel de supervision — seule l'intégration autour du capteur change.
Niveau 1 — Support manuel avec tête de mesure
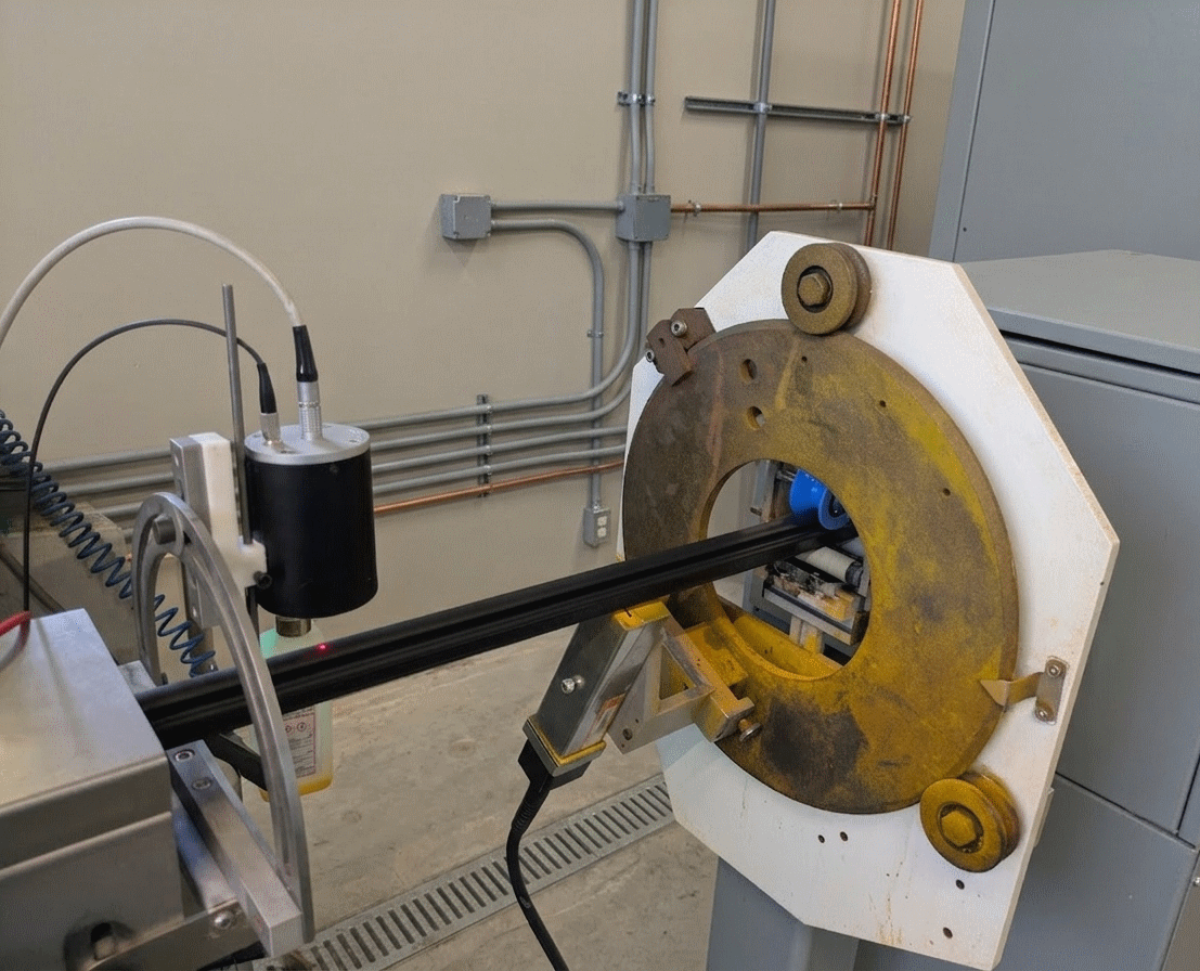
L'intégration en ligne la plus simple : le capteur compact est fixé sur un support positionné quelques mètres en aval de la station de revêtement, où l'opérateur peut le faire pivoter manuellement autour du profilé en défilement pour inspecter différentes positions angulaires à la demande. Pas de robot, pas d'actionneur — un seul capteur, un support mécanique, un déploiement rapide sur les lignes d'extrusion existantes, sans retrofit majeur. Le profilé fraîchement revêtu n'est jamais touché.
Niveau 2 — Solution clé en main automatisée 360°
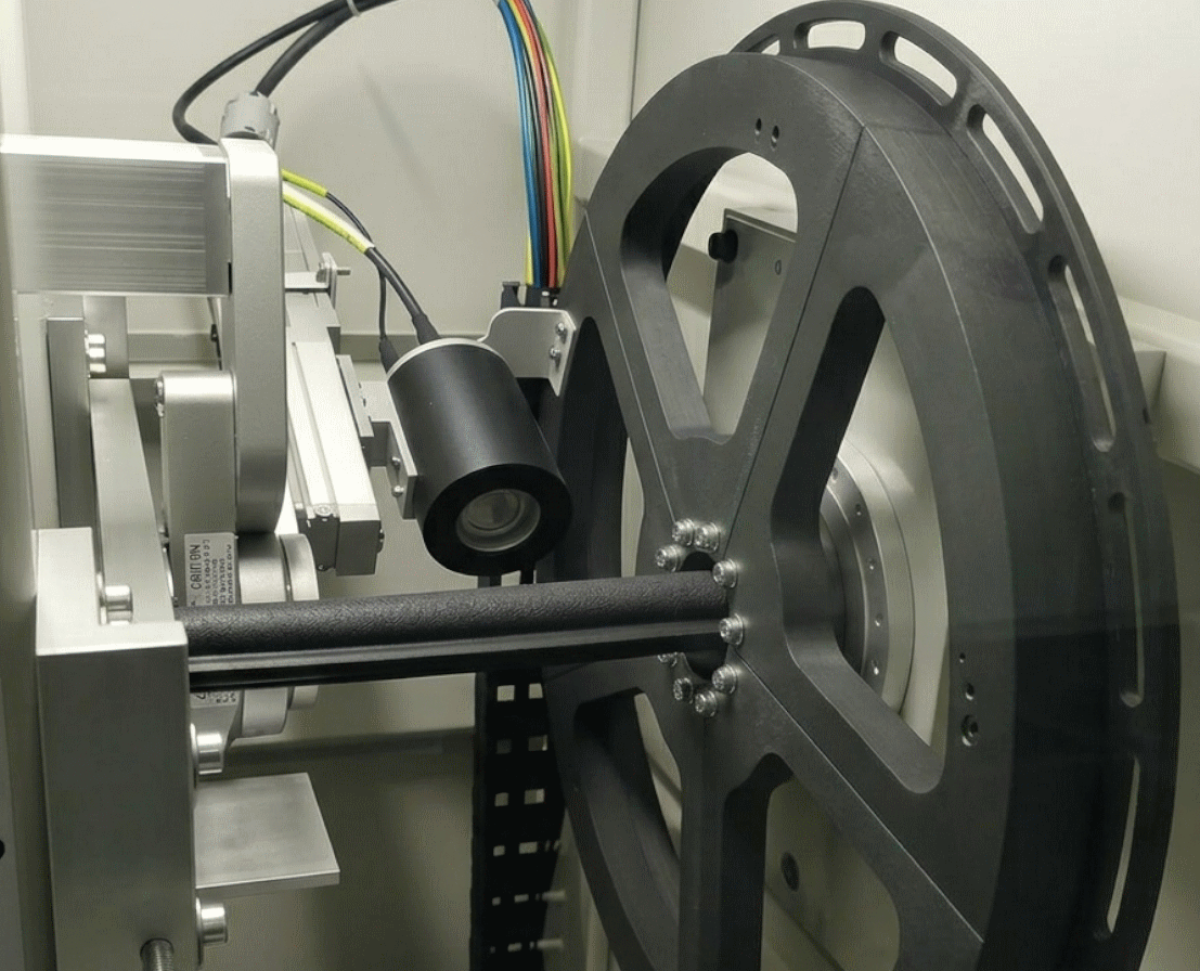
Pour une cartographie d'épaisseur angulaire sur toute la circonférence d'un profilé en défilement continu, Enovasense livre une station rotative clé en main bâtie autour de trois structures mécaniquement découplées, intégrant le capteur sur un axe de rotation motorisé 360°, un module de détection de forme du profilé qui mesure en temps réel la géométrie locale de la section EPDM, une boucle d'asservissement de distance active qui maintient le capteur à la distance de travail nominale quels que soient les mouvements du profilé ou les variations transitoires de la vitesse de ligne, et le logiciel de supervision dédié — livrés comme une unité unique, prête à l'emploi, installée en aval de la station de revêtement.
Figure 4 — Architecture de la station 360° clé en main
Le capteur Enovasense compact
Au cœur de chaque niveau de déploiement se trouve le même capteur compact plug-and-play. Le capteur combine une source laser modulée, le chemin optique qui focalise le faisceau sur le profilé et collecte le flux thermique IR, et l'électronique qui extrait l'épaisseur du profil temporel de la réponse thermique. La configuration optique (focale, taille du spot, distance de travail, paramètres de modulation) est sélectionnée au cas par cas pour optimiser la répétabilité, la précision et les contraintes d'intégration.
Spécifications techniques — capteur Enovasense en ligne pour revêtements EPDM
| Principe de mesure | Radiométrie photothermique laser — totalement sans contact |
| Plage d'épaisseur typique sur EPDM | ~ 1 µm à ~ 120 µm (slip-coats, primaires, laques GRC) |
| Répétabilité (σ) | < 1 µm (dépend du système optique sélectionné et de l'épaisseur de la couche) |
| Corrélation R² avec la référence destructive | > 99 % sur toute la plage d'épaisseur testée |
| Distance de travail | ~ 35 mm typique (configurable) |
| Taille du spot | Du sub-millimètre à plusieurs millimètres (selon optique) |
| Source laser | 1550 nm — 6 W (autres longueurs d'onde sur demande) |
| Cadence de mesure | 1 mesure / 5 s typique — configurations plus rapides disponibles |
| Tolérance à la température du profilé | Aucune influence sur la mesure dans les températures typiques après polymérisation |
| Fonctionnalités logicielles | Courbe d'épaisseur live, gestion des étalonnages, seuils conforme/non conforme, journalisation automatique, export CSV |
| Interface de données | Ethernet TCP/IP — intégration MES / SPC, export CSV |
| Options d'intégration | Support manuel / station clé en main automatisée 360° |
Les spécifications sont indicatives et peuvent être adaptées aux exigences spécifiques du client.